evel sanatlarıKendin yap dizel motor silindir kapağı onarımı
Kendin yap dizel motor silindir kapağı onarımı
Ayrıntılı olarak: my.housecope.com için gerçek bir ustadan kendin yap dizel motor silindir kapağı onarımı.
Kafanın onarımı, kerosen veya solvent ile iyice yıkanarak başlar. Bir elektrikli matkabın aynasına kenetlenmiş metal bir fırça ile yanma odasından ve valf plakalarından karbon birikintilerini çıkarıyoruz. Valf mekanizmasını sökerken, örneğin aşağıdaki fotoğrafta gösterildiği gibi bir valf kırıcıya ihtiyacınız olacak, ancak bu makalede yayınlanan çizimlere göre en etkili olanı kendi ellerinizle yapmak kolaydır.
Sökmeden önce ve sonra silindir kapağını dikkatlice inceleyin. Kafanın herhangi bir yerindeki çatlaklara, talaşlara izin verilmez. Soğutma suyunun yağa girdiğinden şüpheleniliyorsa, kafada sızıntı olup olmadığını kontrol ederiz, bunun için soğutma ceketindeki delikleri tıkamak ve kafayı ılık suya indirerek içine 1,5 basınçta basınçlı hava enjekte etmek gerekir. - 2.0 kg. 1,5 dakika içinde hiçbir hava kabarcığı çıkmamalıdır. Böyle bir çek hakkında ve ayrıca kırık bir kafanın onarımı hakkında daha ayrıntılı olarak burada yazdım.
eyer vanalar. Valf yuvalarının pahlarının şekli fotoğrafta gösterilmiştir. Valflerle temas bölgesindeki koltukların çalışma pahlarında korozyon, oyuklaşma, yanma ve hasar olmamalıdır. Kılavuzları olan özel bir kesici seti (örneğin, Amerikan şirketi NYUWEY'in yüksek kaliteli seti) ile (mümkün olduğunca az metal) çıkararak küçük hasarları ortadan kaldırıyoruz. Bunu bu yazıda ayrıntılı olarak yazdım.
Bundan sonra kafayı, koltukları ve yağ kanallarını iyice yıkayın ve ardından basınçlı hava ile üfleyin.
Valf kılavuzları. Valf milini bir mikrometre ile ve kılavuz burcun deliğini bir delik mastarı ile ölçerek sırasıyla kılavuz burçlar ve valf milleri arasındaki boşluğu kontrol ediyoruz. Yeni burçlar için boşluk: Giriş valfleri için 0,022 - 0,055 mm ve egzoz valfleri için 0,029 - 0,062 mm. Aşındığında izin verilen maksimum boşluk 0,3'tür (artan gürültü olmadığında). Kılavuz ve valf arasındaki artan boşluk, daha kalın bir valf ile değiştirilerek ortadan kaldırılamazsa, kılavuz burcunu değiştiririz (dışarı basarız) - burada okuyun.
Video (oynatmak için tıklayın).
Mil üzerinde basamak (düzensiz çap aşınması) olmaması şartıyla, krom kaplama ile supap milinin çapını artırmak mümkündür. Yeni burçlar içeri bastırılırsa (bir torna makinesi için bronz burçlar sipariş etmek daha iyidir), o zaman onları bastırdıktan sonra, uzun bir kılavuza sahip özel bir rayba ile yerleştirilmelidirler. Ardından valfleri alıştırma macunu (tercihen su bazlı) ile eyerlere taşlıyoruz - burada nasıl doğru yapılacağını okuyun.
Ayrıca, vanaları iki küçük prizmada kaydırarak ve gösterge okunun sapmalarını izleyerek çubuk eğriliğinin olmaması için bir komparatör ile vanaları kontrol ediyoruz. Bir mm'nin birkaç yüzde birinde bile sapma. kabul edilemez. Yağ sıyırıcı kapakları elbette yenileriyle değiştirilir.
Valf yayları çatlak olup olmadığını kontrol edin, esnekliği kontrol edin.
iticiler valfler: çalışma (sürtünme) yüzeylerini kontrol ediyoruz, sürtünme ve çizik olmamalıdır.
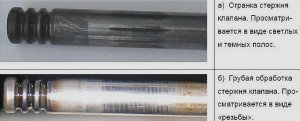
eksantrik mili kamların çalışma yüzeyleri, salmastra kutusunun altındaki yüzeyler ve eksantrik (hepsi değil) aşınma direncini arttırmak için ağartılmış veya çimentolanmıştır, bu yüzeyler cilalanmalı ve çizik, çizik ve aşınma şeklinde olmamalıdır. çizikler, adımlar.
Derin riskler ve yukarıda sıralanan kusurlar varsa, mil değiştirilmelidir. Eksantrik milini iki prizma üzerine monte ediyoruz ve gösterge standını kullanarak radyal salgıyı kontrol ediyoruz.Yatakların muylularının ve kamların arkasının salgısı 0,02 mm'yi geçmemelidir. Peki, burada normal bir eksantrik milinin kaynağını nasıl artıracağınızı okumanızı tavsiye ederim.
Rulman muhafazaları Eksantrik millerinde çatlak ve hasar olmamalıdır ve eksantrik mili muylularının altındaki yatak yüzeylerinde çentik ve çizik olmamalıdır. Eksantrik mili muyluları ve yatak delikleri arasındaki boşluk, bu parçalar ölçülerek ve daha büyük olandan daha küçük olan (mikrometre ve iç mastar) çıkarılarak belirlenir.
Ayrıca boşluk, plastik kalibre edilmiş bir tel kullanılarak belirlenebilir (krank mili örneğinde açıklanmıştır) Yeni parçalar için tahmini boşluk: 0,069 - 0,11 mm ve izin verilen maksimum aşınma: 0,2 mm'den fazla değil. İzin verilen maksimum boşluklara uymayan parçaları değiştirdikten sonra, her şeyi bir araya getirmeye devam eder. Yuvaları frezeledikten ve valf üzerindeki valfleri yuva ile temas noktasında alıştırma yaptıktan sonra, daire şeklinde kırılmayan ince (1 - 1,2 mm) mat bir şerit olmalıdır.
Valf mekanizmasını monte ettikten (kurutma) sonra valfleri sızıntılara karşı kontrol ederiz, bunun için yanma odalarını gazyağı ile en az iki dakika ve tercihen beş dakika doldururuz, eyerler ve valfler arasında gazyağı sızıntısı olmamalıdır. Ardından, kafayı bloğa takın, elbette aralarına yeni bir conta takın.
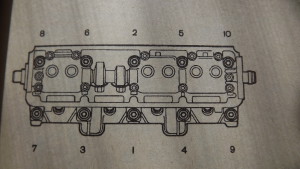
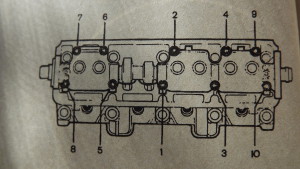
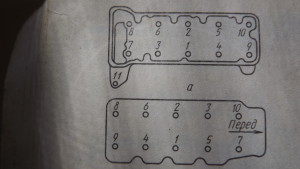
Baş cıvataları ve yatak yatağı somunlarını sıkma sırası aşağıdaki fotoğrafta gösterilmektedir. Sıkarken tork anahtarı kullanıyoruz ve civatalar için gerekli sıkma torkunu motorumuzun el kitabında buluyoruz. Tahrik kasnağını takıp sıkmak ve termal boşlukları ayarlamak için kalır.
valf kırma aracı
Termal boşlukların ayarlanması.
Her motor modelindeki termal valf boşlukları farklı bir değere sahiptir, dizellerde daha fazla, benzinli motorlarda daha az ve her üretici kendi değerini kılavuzda veya valf kapağı etiketine yazar (egzoz için her zaman daha fazladır, çünkü daha fazlası vardır). ısıtma).
Boşlukların ayarlanmasını anlatacağım ve herhangi bir sayı varsa, bu sadece yaklaşık bir değerdir. Genel olarak, ayarlamanın iki ana yolu vardır: şimleri değiştirerek (daha yeni motorlarda) ve daha eski (klasik) motorlarda, kontra somunlu ayar cıvatalarını kullanarak.
Şim yolu: başlamak için, eksantrik milini işaretlere göre ayarladık (genellikle kasnak ve bloklu kafa konektörü üzerinde), ancak krank mili cıvatasını sadece saat yönünde çeviririz ve sonra 40 -50 ° daha döndürürüz. Bu, eksantrik mili kasnağı üzerinde 2 - 3 diş iken, ilk silindirde bir yanma aşaması olacaktır.
İlk silindirin valf boşluklarını bir kalınlık ölçer ile ölçüyoruz ve boşluklar normalden büyükse, ne kadar olduğunu hatırlayın, ardından iticiye basın ve ayar rondelasını çıkarın. Kalınlığını bir mikrometre ile ölçüyoruz. Yeni rondelanın kalınlığını aşağıdaki formüle göre belirleriz: T \u003d B + (A - B), burada T, yeni rondelanın kalınlığıdır, A ölçülen boşluktur, B, çıkarılan rondelanın kalınlığıdır, B nominal boşluk mm'dir.
Örneğin: A \u003d 0,28 mm; B = 3.80 mm; B \u003d 0,25 mm, sonra T \u003d 3,80 + (0,28 - 0,25) \u003d 3,83 mm - yeni rondelanın kalınlığını alırız. İticiyi (özel bir mandrel ile) çektikten sonra, daha kalın yeni bir rondela takarız, ardından probun itici ile kam arasına hafif bir sıkıştırma ile girmesi gerektiğini kontrol ederiz. Krank milini sırayla yarım tur döndürmeye devam eder (ve eksantrik mili kasnağı üzerindeki işaret 90 ° döner) ve kalan silindirlerin valflerindeki boşlukları ayarlar.
ile yöntemayar cıvataları Daha da kolay. İlk olarak, eksantrik milini de, birinci silindirin pistonunun sıkıştırma strokunun sonuna karşılık gelen işaretlere ayarlıyoruz, bir sonda ile her iki valfin boşluklarını ve sondanın serbestçe geçip geçmediğini kontrol ediyoruz. , bir ayar yapıyoruz.
Bunun için ayar civatasına bir İngiliz anahtarı, kontra somuna bir açık ağızlı anahtar yerleştirip bu kontra somunu gevşetiyoruz.Daha sonra ayar civatası ile valf gövdesi arasına bir sonda yerleştirip civatayı çevirerek, sondanın hafif bir eforla kaymasını sağlıyoruz, bunu başardığımızda, sondayı çıkarıyoruz ve kontra somunu sıkıyoruz, ayarın yapıldığından emin olun. cıvata yerinde kalır (kaymaz).
Benzer şekilde, 3, ardından 4 ve 2 silindirdeki boşlukları ayarlıyoruz, her silindirden sonra krank milini 180 ° döndürüyoruz (eksantrik mili sırasıyla 90 ° dönecek). Hepsi bu, valf kapağını kapatın.
Valf boşluklarını ayarlama hakkında daha fazla bilgiyi buradan edinebilirsiniz.
Genellikle yanlış termal boşluklarla çalıştırılan motorlarda, valf plakaları, koltuklarıyla temas noktasında yanar ve sızdırmazlığını kaybeder. Bundan, silindirlerdeki sıkıştırma doğal olarak düşer ve buna bağlı olarak motor gücü düşer.
Valfleri lepleyerek motoru eski gücüne döndürebilirsiniz. Nasıl ve neyin doğru yapılacağı yardımı ile bu faydalı makaleyi okuyabilirsiniz. Eh, burada cihaz, motor kafasının bakım ve onarımı hakkında ayrı bir ayrıntılı yazı yazdım.
Silindir kapağının onarımı ile ilgili bu makalenin yeni başlayanlar için faydalı olacağını umuyorum, herkese iyi şanslar.
Kavramları tanımlayarak başlayalım. Modern bir otomobilin silindir bloğu, motorun kalan bileşenlerinin monte edildiği motorun temelidir: silindirler, krank mili, yağ karteri, silindir kapağı.
İşte tam olarak ilgilendiğimiz silindir kapağının arızası ve onarımı. Bir garaj-ev ortamında silindir kapağını kendi ellerinizle onarmak mümkün müdür? Ve ustalar net bir şekilde cevap veriyor - evet, kendin yap silindir kapağı onarımı mümkündür.
Silindir kapağının onarımının karmaşık bir işlem olduğunu ve sizden şunları gerektireceğini açıklayarak başlayalım: blok yapısının biraz anlaşılması, özel bir çilingir aletinin varlığı ve onu kullanma yeteneği.
Silindir kapağı onarımı için gerekli temel araçlar
Yağ keçelerine basmak için mandrel.
Valfleri ve kılavuzları ölçmek için mikrometre.
Yeni burçları raybalamak için rayba.
Burçlara basmak için mandrel.
Burçlara basmak için mandrel.
Valf yaylarını kırmak için cihazlar.
Valf yuvalarının restorasyonu için bir dizi havşa.
Arıza giderme sırasında ve burçlara basmadan önce silindir kapağını ısıtmak için sıcak plaka.
Gerekli yedek parça ve etiketleri unutmayınız.
Kural olarak, silindir kapağının hemen hemen her onarımı, sökülmesini gerektirir. İstisnalar, örneğin supap sapı contalarının değiştirilmesidir. Bu nedenle, silindir kapağının sökülmesine başlamadan önce, gerekli yedek parça setini satın almayı düşünün.
Günümüz piyasası, silindir kapağı contasını ve ana contanın üzerindeki tüm contaları ve contaları içeren Kafa Takımları (veya basit bir ifadeyle üst takımlar) sunmaktadır.
Pekala, alet ve minimum kit hazır, silindir kafasında sorun gidermeye başlıyoruz.
Sökmeden önce, krank milinin ve eksantrik milinin işaretlere göre göreli konumunu kontrol ettiğinizden emin olun. Ek işaretleri kendimiz uygulayacağımız noktaya kadar.
Belirli otomobil modelleri için silindir kapağı sökme teknolojisi kılavuzlarda açıklanmıştır. Ancak bazı işlemlerin özelliklerini hatırlamaya değer.
Kafa montaj cıvatalarını ortadan 0,5-1 tur dönüşümlü olarak gevşetiyoruz. İç yuvalara sahip cıvatalar, karbon birikintilerinden önceden temizlenmelidir, aksi takdirde gevşek bir şekilde yerleştirilmiş bir anahtar, sökme sırasında arıza ve problemlerle tehdit eder;
silindir kapağını sökerken, her türlü vakum tüpünü bağlamak için bir şema yoksa, daha önce uygun işaretleri uygulayarak bu şemayı kendiniz çizmeniz gerekir.
valf yaylarını çıkarırken, gevşetmek için çektirmeleri kullanın, ancak "güçlü çekiç" ilkesini kullanmayın.
Silindir kapağı durum izleme
Aslında, silindir kapağını tamir etmeye başlamadan önce, silindir kapağında kontrol edilmesi gereken çok fazla temel parametre yoktur. Öyleyse tipik silindir kapağı arızalarını aramaya başlayalım.
Silindir kapağının alt düzlemi. Kavisli bir cetvel ve bir dizi sonda yardımıyla kontrol edilir. Cetvel, düzlemde başın köşegenleri boyunca yerleştirilir ve bir kalınlık mastarı kullanılarak boşluğun kalınlığı belirlenir. Boşluk, izin verilen maksimum boşluk olan 0,05-0,06 mm'den fazlaysa, silindir kapağının taşlanması gerekir.
Eksantrik mili muylularının ve yataklarının aşınması. Tüm çaplar bir mikrometre ile ölçülür ve belirli bir motor modeli için izin verilen maksimum değerlerle karşılaştırılır. Ölçüm sonuçlarına dayanarak, parçaların onarım veya değiştirme tipine karar verilir. Yüzeylerin dış durumunu görsel olarak değerlendirmeyi unutmayın. Açıkça mekanik hasar belirtileri olmamalıdır: çizikler, talaşlar, çizikler, oluklar vb.
Valf gövdelerinin ve burçların aşınmasının kontrolü. Çubuğun çevresi etrafındaki çeşitli kontrol noktalarında bir mikrometre ile üretilir. Valf, çap farkı üretici tarafından belirtilen izin verilen maksimum parametreleri aşarsa değiştirilir.
Kılavuz burçların aşınmasını belirlemek için bir delik ölçer gibi bir cihazınız yoksa, bu, burçtaki valfin (yeni) boşluğu ile belirlenebilir. Kural olarak, burçlar yenileriyle değiştirilir.
Bu tür parçaların aşınması, olarak: eyerler, kollar, külbütörler, kamlar görsel olarak belirlenir. Valf üzerindeki pah "arızalıysa", ancak gövde düzgünse, işlenir ve valf yeniden kullanılabilir.
Diğer silindir kapağı kusurları görsel olarak da belirlenebilir. Blok kafasının yüzeyindeki çapak ve seriflerin varlığı, silindir kafası ile bloğun kendisi arasındaki sızdıran bağlantıyı ortadan kaldırmak için silindir kafasının taşlanmasıyla ortadan kaldırılır.
Böylece, silindir kapağının onarımını, dedikleri gibi, sorunlar geldikçe sorun giderme ile aynı anda gerçekleştiriyoruz.
Kendin yap silindir kapağı onarımında iyi şanslar.