Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan kendin yap kamyon tamiri.
Herhangi bir arabanın arızalanması, çoğu durumda önemli maliyetler gerektiren çok tatsız bir olaydır. Şehir, ülke ve ötesinde günlük olarak mal taşımak için tasarlanmış kamyonların, araçların arızaları ve üretim ve ticaret süreçlerini önemli ölçüde yavaşlatabilecek hatta tamamen durdurabilecek sorunlar hakkında ne söyleyebiliriz, çünkü kamyonlar nakliye ekipmanları, makineleri, mobilya, yapı malzemeleri, gıda ürünleri, endüstriyel ürünler. Tabii ki, ekipmanın beklenmedik bir şekilde arızalanmasını ve arızalanmasını önlemek için, onu izlemek ve özel ekipman kullanarak nitelikli teşhis için periyodik olarak göndermek gerekir. Tipe ve üreticiye bağlı olarak, her 20-120 bin kilometrede bir kamyonların düzenli muayenesi ve onarımı yapılmalıdır.
Aracın zamanında muayenesi ve teşhis, yalnızca bir bütün olarak aracın değil, aynı zamanda her bir parçanın veya montajın hizmet ömrünü de uzatır. Zamanında yapılan kontroller, diğer durumlarda bir kamyonun bileşenlerinin, parçalarının veya mekanizmalarının kaçınılmaz olarak değiştirilmesini önleyebilir.
Genellikle, onarım çalışmasının gerekli olmasının nedenleri, bir kaza, dişli kutusunun arızalanması, parçaların aşınması, şasinin dengesiz çalışması vb. nedeniyle makinede çeşitli hasarlardır.
Kamyonların doğası gereği bu tür araçları onarmak hiç de kolay değil. Boyutlar, yeterli alan ve güçlü ekipman gerektirir ve çeşitli üreticilerin modelleri için özellikler ve özel teknik gereksinimler, belirli miktarda bilgi ve nitelik gerektirir. Sonuçta, özel ekipman ve kamyonların maliyeti genellikle binek otomobillerin maliyetini önemli ölçüde aşıyor ve tasarımları ve yapıları çok daha karmaşık. Buna ek olarak, her türlü modüler tasarımlar ve genellikle nadir bulunan kamyon parçaları, uzun bir yedek parça arayışına yol açar, çünkü iletişim kurmaya karar verdiğiniz servis kamyon tamiri konusunda uzman değilse, orijinal yedek parçayı hızlı bir şekilde bulması pek olası değildir. parçalar uygun fiyata. Ayrıca, genellikle bir motorun, şasinin, dişli kutusunun ve diğer mekanizmaların onarımı için farklı üreticilerin "iş beygirlerinin" bir araya getirilmesinin özelliklerini dikkate alarak, özel modern teknolojik ekipmanlara sahip olmak gerekir.
Video (oynatmak için tıklayın).
İşin hacmine bağlı olarak, kamyon onarımları üç tipte olabilir: planlı inceleme, küçük onarımlar ve revizyonlar. Bu durumda, muayene, mekanizmaların çalışmasının teşhisini ve doğrulanmasını içerir. Küçük onarımlar, gövde onarımı (boyama ve gövde deformasyonlarının giderilmesi), bazı parçaların veya tertibatların değiştirilmesi gibi işleri içerir. Ancak revizyon sırasında kamyon tamamen demonte edilir, elektrik kabloları değiştirilir, şanzıman, motor, şasi ve aracın diğer hayati parçaları elden geçirilir.
Kamyonların oldukça zorlu iklim koşullarında çalışırken düzenli olarak yüzlerce kilometreyi en düzgün olmayan yollardan geçmesi nedeniyle, ülkemizde kamyon onarım hizmetleri oldukça talep görmektedir. Ve talep arz yaratır - ve şimdi düzinelerce şirket arabanızı tamir etmeyi teklif ediyor. Ancak, bir hizmet seçerken, yanlış hesaplama yapmamak ve iyi sıkılmış somunları, doğru monte edilmiş mekanizmaları, bileşenlerin ve mekanizmaların iyi koordine edilmiş ve doğru çalışmasını ve elbette genel olarak yüksek kaliteyi garanti eden uzmanlara ulaşmamak çok önemlidir. sonuç.
Araba gövdesi kaynağı hakkında buradan okuyabilirsiniz.
Arabadaki bir çerçeve, tüm parçaları takmak için temel görevi gören bir güç çerçevesidir.
gövde parçaları, motor, şanzıman, tahrikler vb. Bu parçanın küçük deformasyonları ile çerçeve kaynağı gibi bir teknolojiye başvurmak genellikle gereklidir. Örneğin, çatlaklar, talaşlar, kıvrımlar oluşmuşsa, bu durumda çerçevenin kaynaklanması tavsiye edilir. Bununla birlikte, kaynak teknolojisine kesinlikle uyulmalıdır, çünkü sadece çerçevenin kalitesi değil, aynı zamanda gelecekte araba kullanmanın güvenliği de buna bağlı olacaktır.
Çoğu zaman, KAMAZ gibi büyük yükleri taşıyan kamyonlar karayolu üzerinde arızalanabilir. Böyle hoş olmayan bir durumun ortaya çıkmasını önlemek için, çerçevenin durumunu sürekli izlemeli ve bu kısımda zamanında onarım yapmalısınız.
Kamyon kasasının kaynağı sırasında bağlantının sağlam ve güvenilir olması için bir takım kural ve gereksinimlere uyulmalıdır.
Kayda değer ilk şey, dikişin oluşturulduğu alanda metalin aşırı ısınmamasını sağlama ihtiyacıdır. Dikişi, uzunluğu 5 mm'yi geçmeyen küçük parçalar halinde pişirmek gerekir.
Kaynak bölgesi soğuyana kadar bir süre beklediğinizden emin olun.
Ardından, kenarları işlemeniz gerekir. Bu, bir plazma kesici veya öğütücü vasıtasıyla yapılır, çünkü. talaşlı imalat için en uygun seçenektir.
Çerçeveyi kaynak yaparken, ek metalden ana metale geçişlerin mümkün olduğunca pürüzsüz olduğundan emin olun. Alt kesimlerin oluşmadığından emin olun, çünkü. çerçevenin çatlamasına yol açacak olan bu kusurdur. Ek olarak, kök tüm uzunluğu boyunca kaynatılmalıdır, aksi takdirde tüm süreç anlamsız olacaktır.
Çok büyük olmayan birçok kamyonla çalışmanın oldukça zor olduğu ve çerçevenin genellikle kırılmaya meyilli olduğu gerçeği göz önüne alındığında, dikişin kalitesinden bağımsız olarak, tek bir çıkış yolu vardır - güçlendirmeniz gerekir. kırmak. Bunun için bir kanal ve cıvatalı bir bağlantı uygundur.
Doğrudan kaynak işlemine geçmeden önce parçanın iyi hazırlanmış olması gerekir. Hasarı doğru bir şekilde belirlemek önemlidir, bunun için tüm vücut elemanlarını çıkarmak ve etkilenen bölgeyi incelemek gerekir. Çatlağın bittiği yer delinmelidir. Bu, hasarın gelişmesini önlemeye yardımcı olacaktır.
Tavsiye! 5 mm çapında matkaplar kullanın.
Bu tür kaynak işleri yarı otomatik olarak yapılır.
Kaynak işlemi hakkında daha fazla bilgi edinin. Daha önce belirtildiği gibi, kaynak işlemi birkaç geçişte gerçekleştirilir.
Brülörün ilk geçişinde kök kaynatılır. Kaynak, Sv08 indeksli 1,2 mm kalınlığında tel olan elektrotlarla gerçekleştirilir. Kaynak çalışması 100 A'lık bir akımın etkisi altında gerçekleştirilir. İkinci ve üçüncü geçişte, akım göstergesi aynı kaynak teli ile 110 A olmalı, boncuklar mümkün olduğunca ince olmalı ve üst üste gelmelidir. Dördüncü geçişte akım 120 A'ya yükselir.
Arkı kesintiye uğratmadan kaynağın yapılması önemlidir. Ancak bu şekilde en düzgün ve kaliteli dikişi elde edebilirsiniz.
Kaynak sonrası tüm dikişler uygun şekilde işlenmelidir. Metal çevrenin olumsuz etkilerinden korunmalıdır. Derz bölgesi yıkanmalı, ardından kumlanmalı, yağdan arındırılmalı, astarlanmalı ve boyanmalıdır.
Sonuç olarak, kamyon kasa kaynağının dikkat ve özen gerektiren bir işlem olduğunu belirtmekte fayda var. Dikişin mümkün olduğunca güçlü ve kaliteli olması için kaynakçının biraz deneyime sahip olması gerekir. Çerçeve, sürüş güvenliğinin bağlı olduğu önemli bir parça olduğundan. Kaynak yaparken güvende olmayı unutmayın, özel koruyucu giysiler giydiğinizden emin olun.Tüm kuralları ve gereksinimleri takip ederseniz, sonunda en kaliteli bağlantıyı elde edersiniz.
VIDEO Arızaları önlemenin doğru yolu zamanında önlemedir, bu nedenle KamAZ tipi bir kamyon için bakım ve onarım çalışmaları kesinlikle fabrika önerileri temelinde hazırlanan bir programa göre gerçekleştirilir. Üretici tarafından belirlenen yeni KAMAZ'ın ilk çalışma süresi bin kilometredir. Bu aşamada, hız sınırına (elli kilometre/saatten fazla değil) uymak ve kamyona aşırı yük bindirmekten (normun %75'inden fazla olmayan) kaçınmak önemlidir.
Yeni KAMAZ'ın herhangi bir konfigürasyonuna, onarımı için bir kılavuz içeren gerekli belgeler eşlik eder.
Önemli bir hasarı önlemek için programlı araç onarımları yapılır. Ana önleyici tedbirlerden biri, üreticinin standartlarına ve gereksinimlerine uygun olarak seçilen sistemlerdeki tüm otomotiv sıvılarının (soğutma sıvısı, yağlayıcı ve fren) düzenli olarak değiştirilmesidir. Soğutma sisteminde kaçakların oluşması, valflerin ve rezervuar contalarının bütünlüğünün ihlali, sürücünün bir an önce düzeltmesi gereken arızalardır.
Onarımlardaki gecikmeler blok ve pompanın yapısında kavitasyon hasarına neden olabilir ve bu da tüm aracın çalışmasını olumsuz etkiler.
Yağlama sistemindeki basınç düşüşü hakkında bir uyarı sinyali olması durumunda, sürücünün kendi çabalarıyla KAMAZ motorunun acil olarak onarılması gerekecektir. Forkliftin böyle bir arıza ile daha fazla hareketi istenmez.
Aracın, içten yanmalı motor sisteminin emme kanalının sıkılığını ihlal ederek çalışması, araba motorunun erken aşınmasına neden olabilir.
Silindir kapağı bağlantılarında çatlakların önlenmesi, sıvıların ve kirleticilerin içeriye girmesini önlemek için cıvata deliklerinin yeterli şekilde kapatılmasını gerektirir. Açıklanan manipülasyonlar, içten yanmalı motorun silindir kafalarını değiştirirken de önerilir.
Bazı onarımlar kaynak gerektirir. Uygulamalarında önemli bir nokta, pilin bağlantısını kesmektir. Aynı zamanda, pozitif kontak jeneratörden çıkarılır. Kaynak makinesinin topraklama kablosu kaynaktan kısa bir mesafede bağlanmalıdır.
VIDEO
Aracın düzenli bakımı ve önleyici muayenesi, yol boyunca meydana gelen arıza sorununu ve bunları ortadan kaldırma ihtiyacını unutmanızı sağlar. Her yolculuktan önce KAMAZ'ın ana parçalarının kontrol edilmesi ve sistemlerindeki tüm çalışma sıvılarının seviyesinin kontrol edilmesi önerilir.
Sürücü bağımsız olarak aşağıdaki eylemleri gerçekleştirir:
tekerleklerin bütünlüğünü ve lastik basıncını kontrol eder;
direksiyon sisteminin tahrikinin çalışmasını kontrol eder;
fren sisteminin tepkisini test eder.
KAMAZ'ın bir araba servisindeki programlı teknik kontrollerinin, takvim yılında en az iki kez yapılması tavsiye edilir. Bu tür olayların mevsimselliği, kamyonun yaz ve kış dönemlerinde kullanıma hazırlanmasından kaynaklanmaktadır.
Aracın uygun çalışma koşulları altında, onarımlar çok daha az sıklıkta gereklidir. Yolda beklenmedik bir şekilde ortaya çıkan durumlarla ilgili olarak sürücüye özel öneriler vardır:
sistemde bir soğutma sıvısı sızıntısı tespit edilirse, su ilavesine izin verilir. Bu önlem, sürücünün tam onarım yerine ulaşmasını sağlayan zorunlu olanlar kategorisindendir;
motoru rölantide olan bir kamyonu çekerken, tahrik milinin çıkarılması zorunlu bir prosedürdür. Bu gereksinimin göz ardı edilmesi, dişli kutusundaki ikincil milin dişlilerinin yataklarının aşınmasına neden olacak ve bu da daha sonra dişli kutusunun erken onarımını gerektirecektir;
Sıvı çamurla dolu bir yolda uzun süre araç kullanırken, radyatör yüzeyinin zaman zaman kuvvetli su basıncı altında yıkanması tavsiye edilir.Bunu yapmak için, KAMAZ kabinini kaldırmanız ve jeneratöre su girmeden dikkatlice manipülasyon yapmanız gerekecektir. Düzenli yıkama, yakın gelecekte radyatör onarımlarını önleyecektir.
KAMAZ'ı kendi ellerinizle tamir ederken kesinlikle kullanışlı olacak 42 poster
Arabalar KAMAZ 5320 ve Ural-4320. öğretici.
Teknik okulların ve mesleki teknik okulların öğrencileri, ulaşım kuruluşlarının sürücüleri ve çalışanları için.
KAMAZ'ın kendin yap bakım ve onarımı
Tamir ve bakım kılavuzu
Kendin yap KAMAZ araba tamiri
11.00R20 Bel-124 ns 16
Çerçeve onarımı oldukça yaygın bir iştir. Hasar, doğasına bağlı olarak farklıdır, bunlar çatlaklar (oldukça yaygın bir durum), kıvrımlar ve deformasyondur.
Çoğu zaman, ciddi kazalar durumunda, davranış çerçevesini eski haline getirmek çok zordur ve pratik değildir. Ancak çoğu durumda hasar, çatlaklar veya çerçeve patlamaları olarak ifade edilir. Bu tür hasarlar güvenli bir şekilde onarılabilir. Ancak onarım teknolojisini takip etmek önemlidir, çünkü çerçeve tasarımı zor koşullarda çalışır, çok güçlü burulma yükleri.
yarı otomatik pişirmeniz gerekiyor,
aşırı ısınmayı önlemek,
dikişleri kestiğinizden emin olun,
dikişin kökünü kaynatın.
Onarımlara başlamadan önce, çerçeveyi çatlaklar açısından dikkatlice incelemeniz gerekir. Dahili muayene için bir video endoskop uygundur. Özel bir endoskop yoksa, bir dizüstü bilgisayar veya akıllı telefon ile çalışan bir USB endoskop satın alabilirsiniz.
Onarım için, gerekirse, çalışma sürecine müdahale eden parçaları sökmek için hasar yerine erişim sağlamak gerekir. En iyi yöntem, yükü azaltmak için çerçeveyi tüm eklerden ve elemanlardan kurtarmaktır. Çatlaklar yayıldıysa öncelikle krikolar yardımıyla azaltılmalı ve aracın diyagonal kontrol noktalarının mutlaka ölçülmelidir. Mesafe farkı 5 mm'yi geçmemelidir. Sapmalar varsa, çerçeve kızak üzerinde çekilmelidir.
Çerçeve, çatlak yerleri de dahil olmak üzere, mandreller ve destekler yardımıyla bir balyoz ve çekiçlerle soğuk bir durumda düzleştirilir.
Kamyonlarda ve yarı römorklarda çerçeve, pnömatik veya hidrolik ekipman kullanılarak ayarlanır.
VIDEO
Güçlendirici balataların kaynaklanması ve perçinlenmesi ile çatlaklar ortadan kaldırılır.
Kaynak hazırlığının ana özelliği:
çatlağın görünen ucunun belirlenmesi (büyüteç kullanarak);
çatlağın ucunu delmek (delmeden önce, deliğin altındaki merkezi, çatlağın görünür sınırından yönü boyunca 5-10 mm mesafede delin; 5-6 mm çapında bir matkapla delin );
90 derecelik bir açıyla kesme kenarları, parçanın metalinin kalınlığının 2 / 3'ü kadar bir derinliğe kadar, bir plazma kesici ile, değilse, bir öğütücü kullanabilirsiniz, ancak daha uzun sürer.
20 mm genişliğinde bir çatlağın kenarlarını temizleme (çelik fırça veya elektrikli taşlama makinesi).
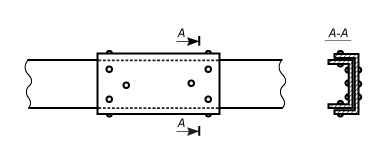
Yan elemanlardaki çatlaklar giderilir:
perçinli bir dış veya iç takviye kutusu şeklindeki astarın kaynaklanması ve montajı;
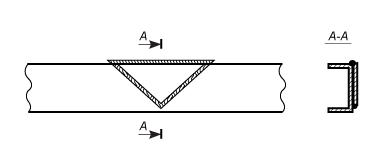
bir çatlağın kaynağı ve takviye edici üçgen astarın kaynağı;
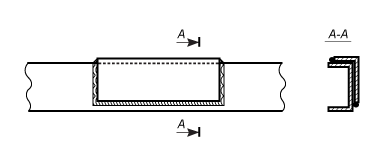
bir çatlağın kaynağı ve köşeli çelikten yapılmış bir takviye astarının kaynağı;
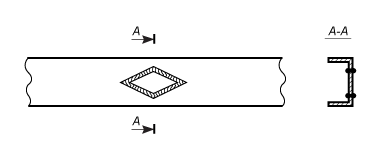
dikey bir duvardaki uzunlamasına çatlaklar veya bir grup çatlak, hasarlı alanın kesilmesi ve bir eşkenar dörtgen şeklinde bir ekin kaynaklanmasıyla ortadan kaldırılır;
Astarı takmadan önce dikiş, ana metal ile aynı hizada temizlenmelidir.
Kökü kaynatmak mümkün değilse, çerçeve kaynağı yapmamak daha iyidir.
İlk geçiş kök kaynak: akım 100A Tel Sv08 1.2 mm gaz karışımı Ar + CO2 %20 arkın kesilmesiyle ve metali aşırı ısıtmadan, ancak bir ters silindir oluşumuyla çatlak boyunca soldan sağa kısa silindirler.
İkinci ve üçüncü geçiş akımı 110 A aynı şekilde fakat merdaneler ince olmalı ve birbirinin üzerine binmelidir.
Dördüncü geçiş akımı 120A ana metale hafif bir yaklaşımla oluğun tüm genişliği boyunca boncuklar, boncuklar yoğundur ve ısı kaybına bağlı olarak, sürekli bir dikiş yapmak mümkündür, ancak metali aşırı ısıtmadan (3-5 boncuk ve ark kesinti).
Beşinci silindir her yönde üst üste biner, minimum aynı şekilde ancak yayı kesmeden pişirilir. Dikiş geniş, dışbükey ve oldukça düzgün.
Dikey sadece yukarıdan aşağıya doğru pişirilir. Müşteri kaynak izlerini gizlemek isterse, beşinci silindir kaynatılmaz.
Her çerçeve kaynağı durumu çok bireyseldir.
Büyük dikişler aynı anda kaynaklanmamalıdır, çünkü ısıdan etkilenen bölgede metal deformasyon sırasında sertleşecek ve kırılgan hale gelecektir.
Fotoğrafta çerçeve zaten yapılmış, dikiş iğrenç. yeniden yapmak zorunda kaldım.
Dikişler, VIN'in delinmesi gereken 90 derecede kesildi, bu stresi azaltmak içindir, bu nedenle çatlağın bir kısmı kaynaklanamaz ve delik açmazsanız, metal stresinden, çatlak kaynak yoluyla tekrar gidecektir. .
Dikişler yukarıdaki teknolojiye göre kaynaklanmıştır.
Yukarıda sağlanan onarımda kaplama gerekli değildi. Fazladan bir kaynak yapı için iyi değildir. Kaplamalar, yorgun metalin olduğu ve birçok dikey çatlakların olduğu çerçeveyi güçlendirmek gerektiğinde kullanılır. Eşkenar dörtgen veya elips şeklindeki bindirmeler en iyi şekilde kaynaklanır ve bir örtüşme ile kaynak yapılmaz.
Kaplamalar ve yamalar için çerçevenin yapıldığı çeliği almanız gerekir.
Bir kamyonun tentesi, özel bir su geçirmez PVC kumaş (örtü) ile kaplanmış bir çerçevedir. Bu tasarımın ana avantajları düşük ağırlık, basitlik ve nispeten düşük maliyettir.
Bununla birlikte, çalışma sırasında, tente kumaşı, aşağıdaki sonuçlara yol açabilecek çeşitli yüklere ve çevresel etkilere karşı oldukça hassastır:
kırılmalar ve kesikler;
çerçeve deformasyonları;
çadır donanımlarının aşınması ve yıpranması;
tente kumaşının doğal yaşlanması.
Tentelerin profesyonel onarımı sıcak hava kaynağı kullanılarak gerçekleştirilir ve yüksek kaliteli bir sonuç ancak uygun ekipman ve malzemelerin kullanılmasıyla mümkündür. Bu liste şunları içerir:
dikiş silindirleri;
bağlantı parçaları takmak için armatürler (zımbalar, halkaları takmak için kıvrımlar);
tente kumaşı;
aksesuarlar (delikler, genişleticiler, zımbalar, kayışlar, perçinler, astarlar, gergiler, makaralar, kancalar, halkalar, uçlar, kablolar vb.).
Tente malzemesi, bir lavsan (polyester) baz ile güçlendirilmiş bir levha polivinil klorürdür (PVC, PVC). Kalınlığa bağlı olarak, tente kumaşı yoğunlukta farklılık gösterir (1 metrekare başına kütle). En yaygın kumaşlar 600 ila 1200 g/m2 yoğunluğa sahiptir. Daha ağır olanlar da var - sürgülü (perde) yapıların yanlarında kullanılırlar.
Kaynak ekipmanı, otomatik ve manuel makineler içerir. Makineler, uzun uzunluklu kaynaklar üretmek için kullanılır ve esas olarak yeni malzemelerle çalışmak için tasarlanmıştır. Hasarı onarmak için, tenteyi sökmeden dikey veya yatay bir yüzeyde onarım yapılmasına izin verdikleri için manuel aletler kullanılır.
Doğrusal bir kesik (kopma), tentenin dış veya iç tarafına bir yama kaynaklanarak onarılır. Yamanın genişliği, hasarın uzunluğuna ve niteliğine bağlı olarak en az 40 mm olmalıdır. 700 g/m2'den fazla yoğunluğa sahip brandalar iki taraflı onarım gerektirir.
Hasarın niteliğine bakılmaksızın, bir araba tentesinin kesilmesini veya yırtılmasını onarma algoritması aşağıdaki gibidir:
ısıtıldığında kumaşın deformasyonunu önlemek için hasarlı alanın altına bir destek yüzeyi yerleştirilir. Bunun için en uygun olanı textolite, kontrplak veya suntadır (en az 5 mm kalınlığında). Metal ve plastik levhalar kullanmayın;
onarım yeri iyice temizlenir ve yağdan arındırılır - yağlı kirleticilerin, yapışkan bant ve yapıştırıcı kalıntılarının varlığına izin verilmez;
bir yama uygulanır ve bir rulo ile preslenir;
yamanın alt tabakasının ve hasarlı elemanın üst tabakasının sıcak hava ile eşit ve aynı anda ısıtılması gerçekleştirilir. Eritme ilerledikçe, bağlantı için bir silindir ile üniform haddeleme yapılır.Malzemeyi aşırı ısıtmayın. Tam polimerizasyon süresi genellikle 10 saniyeden fazla değildir. Çalışma modu 600-850 derece arasındadır ve malzemenin durumuna (eski, sıcaklık o kadar yüksek) ve ortam sıcaklığına bağlıdır.
Lütfen dikkat: Yapı termal tabancaları, tenteleri onarmak için kullanılmamalıdır - performans özellikleri bunun için yetersizdir. Bu tür çalışmaların sonucu, genellikle tüm elemanın değiştirilmesi ihtiyacına kadar, tente kapağının geometrisinin ihlalidir.
Tente kumaşının yaşlanması, PVC plastikleştiricilerin buharlaşmasından kaynaklanmaktadır. Materyal sertleşir ve pul pul dökülmeye başlar, bu da kumaş desteğini açığa çıkarır. Bu durumda kaynak sadece içeriden yapılabilir veya elemanın değiştirilmesi gerekir. Benzer durumlar en çok ultraviyole radyasyona maruz kaldığı için çadırın çatısında meydana gelir.
PVC kumaşların kaynaklanmasının birçok incelik bilgisinin yanı sıra yeterli deneyim ve beceri gerektirdiği unutulmamalıdır, bu nedenle çalışmanın olumlu bir sonucundan emin değilseniz, onu bir uzmana emanet etmek daha iyidir.
Üyeler
195 mesaj
Üyeler
1163 mesaj
Eşarplar ve örtülere gelince - aşırı kalınlıkları da iyi değil.
Bir kamyonun çerçevesi kesinlikle katı bir yapı değil, bükülmede ve hatta daha büyük ölçüde burulmada çalışan elastik bir elemandır.
Bu nedenle, kalın kaplamalar çerçevenin özelliklerini değiştirir ve diğer (bazen çok beklenmedik yerlerde) yıkımına neden olur. Çerçeve metalinin kalınlığından +/- 1 mm kalınlığında metal kullanmanın en uygun olduğunu düşünüyorum. Çerçeveleri cıvatalı merkezi eklerle uzatırken daha kalın metal (ana metalin % 140-180'ine kadar) kullanılırken, çerçeve parçasının ve ek parçanın örtüşme uzunluğu en az 3.5'tir. 4 çerçeve yüksekliği. Önemli bir uzama ile, kesici uç üzerinde ilave bindirmeler arzu edilir.
Şekil olarak, köşeleri kesik eşkenar dörtgen, yamuk ve bazı durumlarda üçgen bindirmeler tercih edilir. Her durumda, enine (çerçeveye göre dikey) dikişlerden (çerçevenin uçları hariç) ve stres yoğunlaştırıcılardan (kaynakların keskin köşeleri) kaçınmaya çalışmalısınız.
Benzer şeyler platformlar, gövdeler, kenarlar ve diğer üst yapılar için de geçerlidir.
Şimdi cıvatalar hakkında. Çerçeveye bir şey sabitlendiğinde, bağlantı elemanlarının tahrip olmasının ana nedeni, hiçbir şekilde cıvataların kesilmesi değil, cıvataların kabul edilemez derecede büyük çaplı deliklerde “asılı” olması nedeniyle aşınmış olmasıdır. Bu nedenle çekmeceyi sabitlemek için M16 kullanmanın bir anlamı yoktur (ekstra büyük delikler sadece çerçeveyi zayıflatır).
Benim düşünceme göre, çerçeveye bağlantı elemanlarının çapı, çerçeve metalinin kalınlığından en fazla 2,5 (en az 3) olmalıdır (istisnalar, yüklerin yeniden dağıtılması için kaplamalarla güçlendirilmiş özel olarak hazırlanmış yerlerdir, bu durumda - dörde kadar) kalınlığın beş katı)
Sıradan bir binek otomobil ile ağır hizmet tipi bir otomobil arasındaki fark nedir? Ağırlık, boyut, taşıma kapasitesi gibi göstergeleri listeleyebilirsiniz, bu da ana ünitelerin güç ve dayanıklılıklarında farklılıklar olduğu anlamına gelir. Bu nedenle kamyon radyatörlerinin bakımı ve özellikle onarımı daha fazla çaba ve zaman gerektirir.
Soğutma sıvısının sıcaklığını düşürmek için araba radyatörüne ihtiyaç vardır - antifriz, bu da motor gövdesindeki fazla ısıyı giderir. Yapısal olarak, bu eleman, içinden sıvının dolaştığı en ince borularla birbirine bağlanan iki metal tanktan yapılmıştır.Bir fan tarafından yönlendirilen veya kabin veya tampondaki özel açıklıklardan yerçekimi ile akan hava akışı, gövdeyi ve buna bağlı olarak içindeki sıvıyı soğutur.
Radyatörde meydana gelebilecek ana arızalar:
Çoğu zaman taş ve yabancı cisimlerin girmesi nedeniyle ortaya çıkan, boruların ve boruların yırtılması nedeniyle soğutma sıvısı sızıntısı.
İnce tüplerde kireç ve tortu oluşumunun bir sonucu olarak antifriz dolaşımının ihlali. Düşük kaliteli bir soğutucu veya sade su kullanırsanız bu durum oluşur. Bir araba radyatörünün nasıl temizleneceğine dair olağan yıkama ve bilgi burada yardımcı olacaktır.
Radyatör kapağındaki bir valf arızası, ısıtıldığında sıvının genleşmesine ve fazlasının tanka girememesi gerçeğine yol açar. Tersine, ek hacimlerde antifriz gerektiğinde, genleşme deposundan radyatöre akamaz.
Nozulların bağlantılarının sıkılığının ihlali - bu durumda, sıvı da cihaz kasasından çıkıyor.
Onarım konusunda yeterli bilgi ve beceri ile bu işlem yolda bile yapılabilir. Ancak bunlar sadece küçük hatalardır. Bir kaza veya kaza sonucu radyatör basitçe bir metal parçasına dönüştüğünde, o zaman sadece arabanın bu önemli parçasının değiştirilmesi burada yardımcı olacaktır.
Araba radyatörlerini garajda değil, yolda kendi başınıza, hala araba servisine gitmeniz gerektiğinde nasıl tamir edeceğinizi bulalım. Bir kamyon şoförü ile bir araba tutkunu arasındaki farklardan biri, her zaman gerekli araçlara ve bazı sarf malzemelerine sahip olmasıdır. Bunun nedeni, bir kamyon şoförünün bazen üzücü yaşam deneyimi ve malları taşıyarak para kazanma ihtiyacıdır.
Çalışmak için aşağıdaki malzemelere ve araçlara ihtiyacınız olacak:
dolgu macunu;
kauçuk ısıya dayanıklı contalar;
branşman boruları için adaptörler ve bağlantı elemanları;
az miktarda hardal tozu;
bir araba kitinden sıradan çilingir aletleri.
Küçük tepsi veya tüp yırtılmalarında, acil durum yerlerini lehimlemek en iyisidir, ancak bu yalnızca güçlü bir havya ve onu kullanma becerisi ile sabit koşullarda mümkündür. Ve yolda, ısıya dayanıklı bir dolgu macunu veya soğuk kaynak gibi bir alet kurtarmaya gelebilir.
Bir taş çarpması sonucu bir veya daha fazla boru yırtılırsa, her zaman tıkanabilir ve soğutma sisteminin sızdırmazlığı sağlanır. Bunu yapmak için, soğutucuyu boşaltmak, boruların nerede yırtıldığını kontrol etmek, banyolardan 2-3 santimetre uzaklıkta bir pense ile ısırmak ve sıkıca sıkmak gerekir. Bu durum motorun soğumasını büyük ölçüde etkilemeyecek ve sıvıyı doldurarak sürüşe devam etmek mümkün olacaktır.
Tapa hasarlıysa değiştirilmesi gerekir veya kontrol edildikten sonra valf onarılmaya çalışılmalıdır. Genellikle, çıkarılması gereken yabancı bir parçacığın altına düştüğü görülür. Fiş yayı çalışmıyorsa, uzmanlar onu temizlemenizi önerir ve bu yardımcı olmazsa, değiştirmeniz yeterlidir.
Eh, tamamen barbar, ancak önceki nesil sürücüler tarafından test edilmiş, hardal yardımıyla yöntem. Radyatöre dökülmeli, motoru çalıştırmalı ve şişene ve antifrizin içinden kaçtığı küçük çatlakları kapatana kadar birkaç dakika beklemelidir. Hatta bazı ustalar bunun için sıcak bir radyatörde benzer bir etkiye sahip olan çiğ yumurtaları bile kullanırlar.
Hardal tozunu kullandıktan sonra, radyatörü iyice durulamak ve bir havya kullanarak garajda bulunan sorunları gidermek gerekir.
Sonuç olarak, güvenlik önlemlerine uyulmasına dikkat çekmek istiyorum - soğutma sıvısı yüksek sıcaklığa sahiptir ve basınç altındadır ve sızdırırsa kaynayabilir bile. Bu nedenle, yüzü ve elleri oldukça ciddi şekilde yakabileceğinden, radyatör kapağını hemen açmak imkansızdır.Ancak radyatörün içindekiler soğuduktan sonra tapa açılmalı ve onarıma başlanmalıdır.
VIDEO
Kamyon ve treyler çerçevelerini düzenleme:
yan kaydırma;
dikey viraj;
diyagonal ofset;
burulma;
yerel deformasyonlar, kıvrımlar, kirişlerin ve çapraz elemanların yırtılması.
Römork çerçevelerinin onarımı;
Damperli kamyon gövdesinin tamamen veya kısmen restorasyonu;
Eleman eleman ve bunun için hazırlık ile tam boyama.
Çoğu zaman, uzunlamasına direkler, dış yükler nedeniyle çerçevenin uzunlamasına eksenine göre bir açıyla yer değiştirir. Ön kısmı, direğe göre meydana gelen güçlü yanal yer değiştirme nedeniyle genellikle ciddi şekilde deforme olur.
Dikey kıvrımlar farklı şekillerde görünebilir. Bunun nedeni genellikle kamyonun devrilme veya yükleme ekipmanının yanlış kullanılmasıdır. Yukarıdaki resim, bir kamyon yeniden yüklendiğinde ne olduğunu gösterir.
Çerçeveyi döndürürken, direkler düz kalır, ancak birbirine göre eğridir. Çapraz kirişler genellikle direklere dik açıdadır. Oldukça sık, bu hasar iki dingilli kamyonlarda meydana gelir.
Çerçeve direkleri uzunlamasına yer değiştirir ve enine kirişler yan elemanlara göre dik açı oluşturmaz. Çapraz vites değiştirme genellikle kamyonlarda devrildiklerinde meydana gelir.
Kamaz çerçevesinin kaynağıyla uğraşmak zorunda kaldım. Bir süre sonra dikişin yanında bir çatlak belirdi. Tasarımı “eşkenar dörtgen” bir kaplama ile güçlendirmeye karar verdim, kenarları kesmeyi tamamladım ve iki geçişte kaynak yaptım. Altı ay sonra aynı sorun - çerçeve çatladı. Kamyon kasası onarım teknolojisi nedir? Yabancı otomobillerin yarı römorklarının akslarının kaynağıyla ilgili benzer bir soru.
Üretici, çerçevenin geri yüklenemeyeceğini iddia ediyor, ancak yine de atölyeler genellikle bu zor görevle başarılı bir şekilde başa çıkıyor. İşte bazı çerçeve kaynak sırları:
1. Çerçeve kaynağının temel özelliklerinden biri kenarların plazma kesim makinesi ile kesilmesidir.
Kamyonlar da dahil olmak üzere her aracın düzenli bakıma ihtiyacı vardır. Bir kamyonun bakımı veya bakımı, bir arabanın yüksek performansını korumayı ve birimlerinin ve montajlarının performansını iyileştirmeyi amaçlayan bir dizi önlemdir.
Kamyonların maruz kaldığı sabit yükler nedeniyle, düzenli bakım yapılmadığında makinenin ömrü önemli ölçüde azalabilir.Bu nedenle, bir kamyonun bakımı ve periyodik arıza teşhisi, yalnızca kamyonun verimliliğini etkilemekle kalmayıp aynı zamanda olası onarım ve işletim maliyetlerini önemli ölçüde azaltmaya yardımcı olan son derece önemli bir olaydır.
Kamyon bakımı, kamyon bakımını kendi elleriyle yapmayı planlayan her araç sahibinin bilmesi gereken kendine has özelliklere sahiptir.
Rusya Federasyonu'nda, GOST 21624-81 "Otomotiv ekipmanlarının bakım ve onarımı için sistem" standardı şu anda kabul edilmektedir. Devlet standardı, kamyonların tasarımı, bakımı ve kamyonların bakım zamanlaması için temel gereksinimleri belirler.
Mevcut GOST'ye göre, kamyonların birkaç ana bakım türü vardır:
Günlük bakım aşağıdaki kontrolleri içerir:
Aracın dış muayenesi: hasarın tespiti, kabinin durumunun kontrol edilmesi, kilitleme mekanizması, yayların durumunun kontrol edilmesi, lastik basıncının kontrol edilmesi, plakaların varlığı.
Bir kamyon traktörü için, bir damperli kamyon için beşinci tekerlek bağlantısının servis verilebilirliği kontrol edilmelidir - bagaj kapağının servis edilebilirliği.
Aydınlatma cihazlarının, alarmların, ön cam sileceklerinin, cam yıkayıcının, kompresörün, jeneratörün servis verilebilirliğinin kontrol edilmesi. Damperli kamyonda, kaldırma mekanizmasının çalışması ve platform durdurma kontrol edilir.
El freninin, direksiyon rot mafsallarının ve direksiyon tahrikinin durumu ve servis verilebilirliği kontrol edilir.
Olası bir sızıntıyı tespit etmek için harici inceleme, fren tahrikinin, hidrolik direksiyon sisteminin sıkılığını kontrol eder.
Günlük bakım, sadece kabin ve platformun temizliğini değil, aynı zamanda farların, aynaların, plakaların da temizlenmesini içeren arabanın yıkanmasını ve temizlenmesini de içerir.
Yağlama ve doldurma işleri.
Tanklarda yakıt varlığının kontrolü.
Karterdeki yağ seviyesinin kontrol edilmesi. Kamyon motoru durduktan en geç 5-10 dakika sonra yağ seviyesini kontrol etmek mümkündür.
Kışın, yakıt deposundaki ve ince yakıt filtresindeki tortuyu düzenli olarak boşaltmak gerekir. Bu şu şekilde yapılır: 0,1 litre yakıt boşaltılır, ardından kamyon motoru 3-4 dakika çalıştırılır.
Cam yıkama tankındaki soğutma sistemindeki sıvı seviyesini izlediğinizden emin olun.
İşin son aşaması, pnömatik fren tahrikinin hava silindirlerinden kondensin boşaltılmasıdır. Sistemde hava varken kondensin tahliye olmasına dikkat edin.
TO-1'in temel amacı, aracı devre dışı bırakabilecek, çevre kirliliği seviyesini artırabilecek, yakıt ve madeni yağ tüketimini önemli ölçüde artırabilecek olası arızaları önlemektir.
TO-1'in gerçekleştirilmesi, yalnızca günlük bakım kapsamındaki iş kapsamının yürütülmesini değil, aynı zamanda bir dizi ek önlemi de içerir.
Su pompası tahrik kayışının gerginliğini kontrol edin. Dalın orta kısmındaki basınçla, su pompası kayışı 30 N veya 3 kgf kuvvetten 1 ila 1,5 cm bükülmelidir.
Debriyaj testi, üzerindeki boşlukları tespit etmek için kauçuk koruyucu kapağın görsel olarak incelenmesinden oluşur. Hasar varsa, parça değiştirilmelidir.
Kardan şanzımanını kontrol ederken, gereklidir:
Menteşelerdeki ve tahrik hattının yiv bağlantısındaki boşluğu kontrol edin. Pervane şaftı borusunu eksen etrafında ve radyal düzlemde hafifçe sallayarak dişli kapalıyken çalışma gerçekleştirilir. Böyle bir eylem, kabul edilemez olan somut geri tepmeyi tespit etmek için gerçekleştirilir;
Pervane mili flanşlarını sabitleyen somunları kontrol edin ve gerekirse sıkın.Çalışma, park freni bırakılmış olarak gerçekleştirilir. Kamyon tekerleklerinin altına stoplar yerleştirilir ve vites kolu boş konuma ayarlanır.
Bağlantılarındaki sızıntıları tespit etmek için arka aksın kontrolü yapılır. Bu durumda, göbek contalarından, tahrik dişlisi contasından, şanzıman contalarından ve arka aks kapağından yağ sızıntısının kabul edilemez olduğuna özellikle dikkat etmek gerekir.
Direksiyon ve ön aksın bakımı aşağıdaki adımlardan oluşur:
Somunların, direksiyon bipodunun, direksiyon çubuklarının bilyalı pimlerinin (sıkma torku - 140 - 200 N / m), hidrolik direksiyonun, direksiyon mafsal kollarının (sıkma torku 180 - 220 N / m) kontrol edilmesi, kilit durumunun izlenmesi yıkayıcılar. Bilyalı saplama somunlarını sıktıktan sonra yeni kopilyalar takılmalıdır.
Motor çalışırken, direksiyon simidinin serbestliği kontrol edilir, direksiyon çubuklarının mafsallarındaki boşluk ve hidrolik güçlendirici kontrol edilir. Motor çalışmıyorken, hidrolik güçlendirici distribütöründeki iki ayaklı pimin boşluğu 2 mm'den fazla olmamalıdır.
Ön tekerlek yataklarının boşluğunu da kontrol etmek gerekir.
Fren sistemini kontrol ederken aşağıdaki noktalara özellikle dikkat edin:
Kompresörün çalışmasının kontrol edilmesi (özellikle, motor kapalı ve frenler kapalıyken düşüşü 30 dakika boyunca 30 kPa'yı ve frenler açıkken 30 kPa'yı geçmemesi gereken oluşturduğu basınç). 15 dakika).
Ayrıca, fren sisteminin tüm aletlerinin ve boru hatlarının sıkılığını da kontrol etmelisiniz.
Fren odalarının çubuklarının çatallarının ve servis freni tahrikinin parçalarının sabitleme ve çatal pimlerinin durumu zorunlu kontrol gerektirir.
Fren körüğü çubuklarının strokunun 2,5 - 3 cm arasında olduğundan emin olun.
Zorunlu bir kontrol, sürücünün servis verilebilirliğini ve el freninin çalışmasını gerektirir. 1,1 - 1,6 cm aralığında olması gereken sapın vuruşuna özellikle dikkat edin.
El freni kaliperi montaj cıvataları da sıkılmalıdır.
Kompresör tahrik kayışının voltajı da zorunlu kontrole tabidir. Kısa bir dalın orta kısmına 30N kuvvetle bastığınızda 0,5 - 0,8 cm bükülmelidir.
Fren pedalının serbest hareketini ayarlamak da gereklidir.
Yürüyen aksamın bakımı sırasında aşağıdakilerin kontrol edilmesi gerekir:
Çerçevenin durumu, yaylar, parçalardaki çatlaklar için braketler. Perçin bağlantılarının zayıflaması da kabul edilemez. Amortisörlerde sızıntı, burçlarda aşınma kontrolü yapılmalıdır.
Bijon somunları 250 - 300 N/m torkla sıkılmalıdır.
Lastiklerin durumunu ve içlerindeki basıncın normlara uygunluğunu sağlamak için zorunlu kontrol gereklidir. Lastik sırtındaki ve ikili lastikler arasındaki yabancı cisimler çıkarılmalıdır.
Güç sistemini kontrol ederken şunları yapmalısınız:
Yakıt besleme kontrol mekanizmasının servis verilebilirliğini, motor freninin devreye girmesini kontrol edin. Fren pedalına bastığınızda regülatör kolu maksimum hız sınırlama civatasına, pedal serbest konumdayken ise minimum hız sınırlama civatasına dayanır.
Harici bir inceleme, güç kaynağı sisteminin durumunu, boru hattı bağlantılarının sıkılığını kontrol eder.
Elektrikli ekipmanların bakımı sırasında:
Harici bir muayene elektrik kablolarının durumunu kontrol eder, hortumların ve kapakların durumu fiş ve terminal bağlantılarında kontrol edilir.
Pillerin sabitlenmesini ve durumunu kontrol etmek gerekir. Temizleme prosedürü havalandırma deliklerine, pillere tabi tutulmalıdır. Elektrolit seviyesi de kontrol edilmeli ve gerekirse distile su eklenmelidir.
Yağlama ve temizlik çalışmaları yağlama şemasına sıkı sıkıya bağlı kalınarak yapılır.
TO1 sırasında yapılan işe ek olarak ek önlemler tavsiye edilir.
Motora bakım yaparken, gereklidir:
Çerçevedeki ön ve arka motor takozlarının kirişlerinin somunlarını kontrol edin. Ön desteğin sıkma torku - 44 - 62 N / m, arka - 70 - 100 N / m.
Susturucunun egzoz borularını çerçeveye ve susturucunun egzoz borusunun merdivenlerini enine çerçeveye sabitleyen somunları kontrol edin ve gerekirse sıkın.
Debriyajı kontrol ederken, sistemden çıkan hava ile 34-43 cm arasında olması gereken pedal boşluğuna özellikle dikkat edin.
Kontrol noktasını kontrol ederken:
Şanzıman desteğinin konumunu ayarlayın.
Çerçeveli kutunun ara mekanizmasının tespit somununun durumunu kontrol edin.
Şanzıman destek destek braketinin şasi traversine bağlantısını kontrol edin.
Direksiyon ve ön aksı kontrol ederken:
Contaların durumunu hasar, yağ sızıntısı açısından kontrol edin.
Kamalı pimlerin, direksiyon çubuklarının ve hidrolik güçlendiricinin durumunu görsel olarak değerlendirin.
Baskı yataklarının durumunu ve mafsallı somunların sıkılığını kontrol edin.
Ön aks kirişinin durumunu, ön tekerleklerin dönüş açılarını ve yakınsama miktarını değerlendirin.
Servo direksiyon pompası tahrik kayışının gerginliğini ayarlayın.
Fren sisteminin kontrol edilmesi şunları içerir:
Tekerlek fren mekanizmalarının ve tekerlek yataklarının durumunun kontrol edilmesi, aşınmış parçaların değiştirilmesi. Astarlarda çatlak, çizik ve ufalanma olmamalıdır.
Arka ayak frenlerinin sürtünme balatalarının durumunu ve kalınlığını değerlendirin.
Hava silindiri kelepçe somunları da kontrol edilmeli ve sıkılmalıdır.
Çalışan dişli bakımı şunları içerir:
Yaylı braketlerin ve braket eklerinin bağlantılarının kontrol edilmesi.
Bozulma olmaması için ön ve arka aksların konumunun kontrol edilmesi.
Merdivenlerin somunlarını sıkma çalışmaları yapmak. Düzleştirilmiş yaylarla gerçekleştirilir. Arka yayların sıkma torku 600 - 650 N/m, ön yaylar 400 - 450 N/m, merdivenlerin somunları 27 - 50 N/m'dir.
Amortisör burçlarının durumunu kontrol edin ve aşınmış veya hasarlı parçaları değiştirin.
Çekme tertibatının enine çerçeve, kopilya ve yarıklı somunun sıkılması ile sabitlenmesinin kontrol edilmesi. Aracın sürekli bir römorkla çalışması durumunda, arızaları gidermek için çekme tertibatının araçtan çıkarılması gerekir.
Jantların ve tekerlek kelepçelerinin durumunu değerlendirin.
Gerekirse stepne braketi somunlarını sıkın.
Kabinin, platformun ve tüylerin bakımı sırasında şunlar gereklidir: platform merdivenlerini sabitlemek için somunları ve yakıt deposu braketlerini sabitlemek için somunları kontrol edin ve gerekirse sıkın.
Güç sistemine servis yapılırken, bir servisten sonra, yakıt enjeksiyon ilerleme açısı kontrol edilir ve ayarlanır, nozullar motordan çıkarılır, stantta çalışmaları kontrol edilir ve ardından ayarlanır.
Elektrikli ekipmanı kontrol ederken, aşağıdaki iş türleri gerçekleştirilir:
Akülerin şarj derecesinin elektrolit yoğunluğu ve yük altındaki hücrelerin voltajı ile kontrol edilmesi. Gerekirse piller yeniden şarj edilmek üzere çıkarılır.
Jeneratör ve marş kontrol edilmeli ve kemirgen ve yağdan arındırılmalıdır.
Marş motoru bağlantı cıvatalarının sıkılığını kontrol edin ve gerekirse sıkın.
Farların kurulumunu ve ışık akılarının yönünü kontrol etme.
Alternatör montaj cıvatalarını kontrol edin ve sıkın.
Temizleme, yağlama ve yakıt ikmali işlemlerinin onaylanan listeye göre dikkatli bir şekilde yapılması, aracın kullanım sırasında kusursuz çalışmasını sağlar.
Bu durumda servis aralığı (planlı bakım periyodu) aracın çalışmasının en az 4000 km'sidir. Bununla birlikte, birçok uzman, aracın güvenliğini ve güvenilirliğini artırmak için bazı bakım çalışmalarının 2000 - 3500 km'lik bir koşuda yapılması gerektiğini belirtmektedir.
Video (oynatmak için tıklayın).
Uygulamanın gösterdiği gibi, Rusya'daki ortalama kamyon kilometresi yılda 150.000 - 200.000 kilometredir.Bu süre zarfında, forklift çeşitli teşhis ve bakım türlerinden geçer. Bir kamyonun onarımındaki ana tasarruf faktörlerinden biri, yalnızca bakımı zamanında yapmak değil, aynı zamanda kaliteli bir şekilde yapmaktır, çünkü bakım çalışmaları yakında arızalanacak temel parçaların bir listesini belirlemeyi mümkün kılar. Buna göre bakım, forklifti çalıştırma ve daha fazla tamir etme maliyetini önemli ölçüde azaltacaktır. Ancak yalnızca hizmeti uzmanlara emanet ederseniz. Technologiya Dvizheniya kamyon servis merkezi, bakım ve teşhis işlemlerini hızlı ve verimli bir şekilde gerçekleştirmeyi mümkün kılan modern teşhis ve onarım ekipmanlarına sahiptir. Firmanın hizmet ve fiyatlarını web sitesinde bulabilirsiniz.