Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan kendin yap alüminyum tekne tamiri.
Vyksa, Nijniy Novgorod bölgesi
Duralumin kasanın onarımı.
Korozyon izleri sert saç fırçaları ile ve gerekirse m ile zımpara bezi ile giderilir.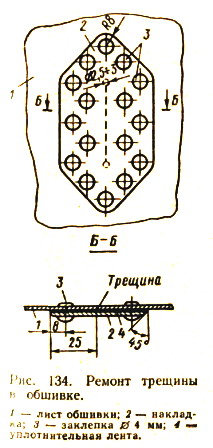
aslom. Temizlenen alanlar, B-70 benzinle ve 15 dakika maruz kaldıktan sonra - asetona batırılmış bir bezle silinir. Daha sonra çıplak metal iki kez astarlanır ve boyanır.
Arızalı perçinler delinmelidir (keski ile kesilmek yerine). Bunu yapmak için, önce ipotek kafasındaki merkezi delmeniz, ardından bir matkapla (perçin çubuğunun çapına eşit alt metre) ipotek kafasının yüksekliğine eşit bir derinliğe kadar bir delik açmanız gerekir; bundan sonra, kafa kolayca kırılır ve perçinin geri kalanı bir sakalla nakavt edilir.
0,2 mm'den daha derin olmayan tabakalardaki çizikler ve en küçük çentikler (çatlaksız), zımpara kağıdı ile temizlemek ve koruyucu boyayı eski haline getirmek yeterlidir.
Derinin hasarlı bölgesi ve onu 600-700 ° C sıcaklığa kadar güçlendiren kareler seti ısıtıldıktan sonra derin ezikler düzeltilir. Isıtma için bir kaynak makinesi veya bir gaz brülörü kullanılır. Havada soğuduktan sonra metal sünek hale gelir ve deforme olan kısım çatlama korkusu olmadan düzeltilebilir. Düzleştirmeden sonra gövdenin alt saclar, çerçeveler ve alt kirişler gibi kritik kısımlarının tekrar ısıtılması ve ardından su ile soğutulması gerekecektir.
Bir çatlak tespit edildiğinde, uçlarında 2,5-3 mm çapında delikler açılarak yayılması sınırlandırılır. O zamanlar
(gövde içinden) tamir edilen parça ile aynı metalden bir kaplama yerleştirilir. Kaplama, çatlağı her taraftan 20-25 mm örtmelidir. Perçinleri astarın altına yerleştirmeden önce, bir sızdırmazlık bandı yerleştirmek gerekir. (Şek. 134). 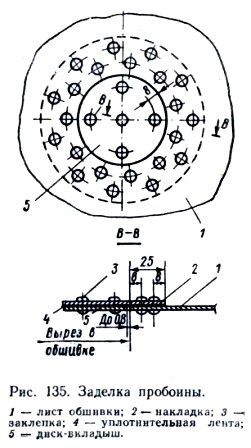
| Video (oynatmak için tıklayın). |
Derideki küçük (70 mm'ye kadar) delikler, gövde ve astarların içinden astarlarla kapatılmıştır. (Şek. 135). 15-20 mm perçin aralığına sahip çift sıralı kademeli bir dikişle perçinleme için gerekli olan tüm çevre boyunca örtüşmeyi sağlamak için astarın çapı, kesme çapından 50-60 mm daha büyük olmalıdır. . Kesiğe ciltle aynı hizada yuvarlak bir kesici uç yerleştirilir, böylece kesici uç ile oluğun kenarı arasındaki boşluk 1 mm'yi geçmeyecektir. Astar, 20 mm aralıklı tek sıra dikişli kaplama ile perçinlenmiştir.
Daha büyük delikler aynı şekilde kapatılır, ancak gövdenin iç kısmından gelen astar katı değil, halka şeklinde yapılır - iç çapı astarın çapından 50-60 mm daha azdır.
Cilde önemli ölçüde zarar verilmesi durumunda, tabakanın tamamını veya çoğunu değiştirmek gerekir. Sayfanın bir kısmını değiştirirken, çerçevelere ek bağlantılar yerleştirmek daha iyidir. Üst üste binme miktarını ve bağlantının diğer tüm elemanlarını en yakın bağlantıdakiyle aynı yapın (ayrıca bkz. ipucu 148).
Enine veya boyuna setin parçalarının (çatlaklar, kırılma yoluyla) hasar görmesi durumunda, onarılan bölümlere çift kareler bindirilir. Bir parçanın bir bölümünü (örneğin, bir kiriş) değiştirirken, parçaların kalan parçalarının her iki ucuna mümkün olduğunca sıkı (boşluk 0,2 mm'yi geçmemelidir) takılan ve bunlara bağlanan bir astar takılır. kısa popo plakaları kullanarak (Şek. 136).
Cildin onarımından sonra perçin bağlantılarının su geçirmezliğini kerosen ile kontrol etmek gerekir.
Elle soğuk perçinleme hakkında bazı genel bilgiler.
Doğrudan ve ters perçinleme yöntemleri vardır; ilk darbelerde, bir çekiçle kapatmanın yanından, yani perçinli kafadan, ikincisinde - ipotek kafasının yanından uygulanır.Ters yöntem, örneğin gövdenin içinden vurmanın uygun olmadığı durumlarda kullanılır (kural olarak, perçinler dışarıdan yerleştirilir).
Perçinleme sırasında aşağıdaki aletler kullanılır (Şek. 137):
mandrel 1 - bir koniye keskinleştirilmiş çelik bir çubuk, yardımı ile parçaları monte ederken delikler birleştirilir;
destek 2 - doğrudan perçinleme sürecinde ipotek başlığına basmaya yarayan büyük bir çelik veya dökme demir çubuk;
kasa 3- çapı perçin çapından 0,5-1,0 mm daha büyük olan delikli (ortada) bir çelik çubuk; perçin mili etrafında birleştirilecek parçaları sızdırmaz hale getirmek için kullanılır 4;
kıvrım 5 - kapatma kafası şeklinde bir delik olan çelik çubuk; bir el freni ile talaşa vurarak perçin çubuğunun çıkıntılı ucunu perçinleyin.
Alüminyum-magnezyum alaşımından yapılmış kasaları tamir ederken AMg-5 veya AMts alaşımlarından yapılmış perçinleri ve duraluminden yapılmış kasalar için B65 alaşımından yapılmış perçinleri kullanmak daha iyidir.
Takımın cilde perçinlenmesi genellikle tek sıra zincir dikiş ile yapılır; cildin su geçirmez derzleri - iki ve üç sıralı, sıkı sıkı dikişler.
Detaylar, tek taraflı veya iki taraflı astar şeritleri üzerinde bir turda veya popoda birleştirilebilir.
perçin çapı D birleştirilecek parçaların yapıldığı malzemenin kalınlığının iki katına eşit alınabilir. Farklı kalınlıktaki parçaları perçinlerken, daha küçük olan dikkate alınır; kalınlık farkı önemliyse (2 mm veya daha fazla), perçin çapı formülle belirlenir d=2 (S'nin kökü), burada S, tabakaların toplam kalınlığıdır. Sonuncusu 4 günü geçmemelidir.
Perçin çubuğunun uzunluğu, perçinlenecek sacların toplam kalınlığına eşit olmalı, değere eklenmelidir. R, kapanış kafasının oluşumu için gerekli; yuvarlak kafa için P = 1,5 d, konik - 1,3 d, yarı gizli - 1,1 d, havşa başlı - 0,9 d.
Mesafe İLE derzlerin mukavemetini ve yoğunluğunu belirleyen perçin sıraları arasındaki mesafenin, derz tipine bağlı olarak 2-5 d olduğu varsayılır (örneğin, mantolama levhalarının birleşimlerinde, sıralar arasındaki mesafe -3 d olmalıdır).
Adım T , yani, sıkı dikişler için aynı sıradaki bitişik perçin merkezleri arasındaki mesafe 3 ila 5 d arasında (ve diğer bağlantılar için - 8 ila 10 d arasında) alınmalıdır. Perçin merkezinin perçin kenarından uzaklığı levha, profil veya yama şeridi 1, sekiz-2 D.
Perçin delikleri elle veya elektrikli matkapla dikkatlice delinir. Delik çapı d temsilci perçinlerin çapından biraz daha büyük olmalıdır:
Gömülü kör ve yarı kör perçin kafaları için yuvalar, 90 ° açıyla havşalıdır. Ters perçinleme yönteminde havşa başlı için soketlerin derinliği perçin başı yüksekliğinden 0,1 mm daha az, direkt yöntemde ise başın yüksekliğine eşit olmalıdır.
Perçinlemeden önce, parçalar her 10-12 deliğe takılan montaj (montaj) cıvatalarına monte edilir. Perçinleme, dikişin ortasından kenarlara doğru gerçekleştirilir; sonunda, montaj cıvataları çıkarılır ve bunlar perçinlerle değiştirilir.
Doğrudan perçinleme işlemi şu şekilde gerçekleştirilir: deliğe yerleştirilen perçinin uç kafasının altına bir destek yerleştirilir, perçin çubuğuna bir kasa konur, daha sonra bağlantı birkaç çekiç darbesiyle kapatılır, ardından mafsaldan çıkıntı yapan perçin çubuğuna çekiçle vurularak kapama başlığı oluşturulur. Gerekirse, kapatma kafası kıvırma ile oluşturulur.
Bir alüminyum tekne, diğerleri gibi, kapsamlı bir inceleme ve gerekirse onarım gerektirir.
Onarımları bir uzmana emanet etmek her zaman mümkün değildir, genellikle tekneler kendi elleriyle onarılır.
Bir alüminyum tekneyi dikkatlice inceledikten sonra, ne tür bir onarım gerektiğini anlamalısınız.
Teftişe teknenin altından başlarlar, bunun için ters çevirirler. Çatlaklar, paslanmış yerler, kayıp veya gevşek perçinler aramanız gerekir.
Teknenin kıç aynalığı, çalışma sırasında en büyük yükü yaşar, buna özel dikkat gösterilir. 
Tabii ki, çeşitli arızalar mümkündür, ancak makalede yalnızca alüminyumdan ve alaşımlarından yapılmış teknelerde bulunanları dikkate alıyorum.
Alüminyum teknelerde en sık görülen hasarlardan biri korozyondur. Çatlaklar genellikle korozyon noktalarının altında gizlenir. Onunla savaşmazsanız, sonuç olarak altta bir delik oluşur.
Hasarın derinliğini belirlemek için, teknenin altını en iyisi bir öğütücü ile temizlemek gerekir. Metal için temizleyin. 
Kaba temizlikten sonra zımpara ile zımparalamak ve gerekirse eski boyayı özel bir sökücü ile çıkarmak gerekir. Ardından yağdan arındırın, astarlayın ve boyayın.
Bir çekiç, tekneyi incelerken perçinlerin güvenilirliğini belirlemeye yardımcı olacaktır. Her perçin çıngırak ve sendeliyorsa, perçinlere dokunmak gerekli olacaktır, daha sonra değiştirilmesi gerekecektir.
Delikler geliştiyse, bu yere daha büyük çaplı bir perçin konulmalıdır.
Motora daha yakın olan perçinler çoğu zaman başarısız olur, titreşime en duyarlıdır. 
Bir sonraki adım, çatlakları kapatmaktır. Teknedeki çatlaklar çoğunlukla bir çarpışma sırasında oluşur, örneğin yanlışlıkla bir dalgaların karaya attığı odun üzerine tökezlediler. Çatlaklar etkileyici ve çok küçük.
En küçük çatlaklar, çinko ilavesiyle kalay-kurşun alaşımı ile lehimlenerek onarılabilir.
Alüminyum ve alaşımlarla çalışırken sorun kalaylama ile ortaya çıkar, oksit filmi müdahale eder. Alüminyumu sert lehimlemenin birkaç yolu vardır; örneğin, tabanca yağı gibi alkali susuz bir yağ kullanabilirsiniz. Lehimlemeden önce yüzeyleri temizleyin, yağla nemlendirin, ardından filmi bir havya ve lehimle çıkarın. Akı da lehime uygulanarak kullanılır.
Alüminyum bir teknedeki delikleri ve büyük çatlakları onarmanın tek yolu onu yamamaktır.
Yamalar perçinlenebilir veya kaynaklanabilir.
Genel olarak kaynak, herhangi bir nedenle perçinlemenin imkansız olduğu istisnai durumlarda en iyi şekilde kullanılır.
Tüm alüminyum alaşımları kaynağa dayanmaz, genellikle tekne gövdesi kaynağın yakınında kırılır. Bunu bilen deneyimli kaynakçılar genellikle bu işi üstlenmek istemezler.
Ancak yine de, onarımlar için kaynak kullanılır. Bu nedenle, pişirirseniz, bunu her iki tarafta ve sadece ince tabakalarda yapmanız gerekir. 
Profesyonel bir kaynakçı değilseniz, tekneyi atölyeye taşımanız gerekecektir. Argon ile kaynak alüminyum tekneler.
Yama, teknenin içine yerleştirilir. Güçlü olması için tüm perçinleme kurallarına uymak gerekir.
Yamanın boyutu, çatlağın boyutuna karşılık gelmelidir.
Yamayı yaptığınız malzeme, teknenizdeki ile tamamen aynı olmalıdır. 
Alüminyum başka bir metalle birleştirilirse galvanik bir çift oluşacaktır. Bu, bağlantıda alüminyum veya alaşımını hızla yok edecek galvanik korozyon meydana geleceği anlamına gelir.
Aynı nedenle, kasayı temizlemek için metal bir fırça kullanılması önerilmez.
Perçinli bir yama takarken aşağıdaki sırayı gözlemlemek gerekir:
Bazı insanlar küçük çatlakları soğuk kaynak veya fiberglas ile kapatmaya çalışır, bu zaman kaybıdır. Bu tür onarımlar pratik değildir, tüm bunlar çalışma sırasında hızla düşecektir.
Onarımdan sonra tekne özel bir boya ile boyanmalıdır.
Halk alâmeti: En büyük av genç ve deneyimsiz balıkçılardan gelir!
Blagoveşçenko
Son giriş:
23.07.2018 12:50:18
Barnaul
Son giriş:
27.01.2015 16:20:46
Barnaul
Son giriş:
03.06.2018 20:25:41
Kazankas'ta vs. nasıl delik yapıştırdıklarını defalarca gördüm.
sadece epoksiye batırılmış bir bez - ve doğru yere bams.
tutar - onlarca yıldır onu seçemezsiniz - seçemezsiniz))))
Barnaul,
Son giriş:
30.12.2014 17:51:03
Kazankas'ta vs. nasıl delik yapıştırdıklarını defalarca gördüm.
sadece epoksiye batırılmış bir bez - ve doğru yere bams.
tutar - onlarca yıldır onu seçemezsiniz - seçemezsiniz))))
Rubtsovsk
Son giriş:
06.10.2017 01:04:15
Blagoveşçenko
Son giriş:
23.07.2018 12:50:18
Rubtsovsk
Son giriş:
07.01.2018 17:34:41
Barnaul,
Son giriş:
30.12.2014 17:51:03
Rubtsovsk
Son giriş:
07.01.2018 17:34:41
Barnaul
Son giriş:
27.01.2015 16:20:46
Genel olarak size tavsiyem, met rengine çevirin ve elastik bant veya PVC satın alın! Bunda hem ironi hem de bazı gerçekler var. Anladığım kadarıyla, henüz onu (su üzerinde) çalışırken görmediniz, ancak deneyimlerime göre bir şey söyleyeceğim! Suda kaprisli davranır ve dönmeye çalışır, şamandıralar yanlarındadır ve onu sudan yakalamak daha kolay olacak şekilde takılır, vb., taşınması ağır ve elverişsizdir ve Ulaşım. Genel olarak, kendiniz görün, usta usta!
Ve perçin yerine vida takmanız gerekecek, böylece bir dahaki sefere malzemeyi değiştirmek daha kolay olacak.
Rubtsovsk
Son giriş:
07.01.2018 17:34:41
Barnaul
Son giriş:
27.01.2015 16:20:46
Cupid'in omurgası deliklere aşınmış)))))))))
ama Grigory ve Radik işe koyuldular.
10 filmaşin kazancı doğru.
daha uzun yıllar hizmet edecek.
Dosya yorumu: Çerçeveler buzla kavislidir.
P22-04-15_19.04.jpg [ 454.19 KB | Görüntüleme: 9757 ]
Cupid'in omurgası deliklere aşınmış)))))))))
ama Grigory ve Radik işe koyuldular.
10 filmaşin kazancı doğru.
daha uzun yıllar hizmet edecek.
Saat dilimi: UTC + 6 saat
Bu forumu görüntüleyen kullanıcılar: kayıtlı kullanıcı ve misafir yok: 3
Bu forumda yayınlanan tüm materyallerin telif hakkı saklıdır ve yalnızca "Başkurdistan Motorlu Tekne ve Spor Turizmi Federasyonu" Bölgesel Kamu Kurumu yönetiminin izniyle kopyalanabilir.
(c) 2013-2016 Tüm hakları Başkurdistan Motorlu Tekne ve Spor Turizmi Federasyonu'na aittir.
Voronej balıkçı kulübü> → Tekneler, motorlar, aksesuarlar → Alüminyum tekneler (tavalar) çalıştırma, onarım ve ayarlama soruları
Sayfalar 1 2 3 … 6 sonraki
Cevap göndermek için giriş yapmalı veya kayıt olmalısınız.
- Profesör
- Düzenli müşteri
- forumda
- Neresi: VORONEZH
- Kayıtlı: 2010-06-01
- Gönderiler: 5,145
- Teşekkür edildi: 21959
- Mesaj başına: 26
Yeni bir iş parçacığı başlatmak için mutlu! Böylece çömlekçi oldum! Ya da daha doğrusu, resmi olarak, uzun zamandır biriyim - ilk modelin eski kazanı (o zaman hala boules olmadan yaptılar) ülkede yaklaşık 15 yıl boyunca kanatlarda bekliyordu. Sözde yazılanları düşünün. Ve sonunda ellerim ona ulaştı - akşamları ve hafta sonları iki haftalık çalışma ve tekne ikinci bir hayat aldı. Sadece balık tutmak için değil, ruh için de, sadece kendi zevkiniz için binmek için bir tekne yapmak istedim. Fikir neredeyse %100 başarılıydı, bundan bahsetmek istiyorum.
Yani kısaca! Tekne iş için uygun bir yere çekildi, dallardan ve enkazdan temizlendi, ilk inceleme yapıldı, bu da bir sürü sorunu ortaya çıkardı, birçoğunun varlığını bilmediğim, aksi takdirde muhtemelen ulaşamazdım. 10 yıl daha onarım .... ama bir kez yapmaya karar verdi mi, geri çekilecek hiçbir yer yok.
Bulunan hastalıklar:
1. tahtadaki delik,
2. çürük kürek kilidi,
3. yırtık travers,
4. alttaki yamanın değiştirilmesi gerekiyor,
5. Kıçta iki mermi çürümüş.
6. Sehpaların bağlantılarının gevşetilmesi,
7. Alt iç kısımda çürük üç çerçeve,
8. Sürekli yürümekten kaynaklanan kaput geniş çatlaklarla kaplandı, metal yırtılma ve oyuklara ulaştı, kaputun iç takviyesi düştü,
9. Tahliye vanası ekşimiş, bağlantı elemanları çürümüş.
10. Sağ kıç yüzdürme tankı çürük.
Durum içler acısı ama gözler korkuyor ama eller yapıyor.
Duralumin'i nasıl perçinleyeceğimi bilmiyorum ve istemiyorum, bu nedenle ana onarım yöntemi, sızdırmazlık maddesi kullanılarak paslanmaz çelik cıvatalarla sıkılmak üzere seçildi.
Kıç yatırması levhası kalın kauçukla değiştirildi, kıç aynasına kalın bir duralumin tabakasından yapılmış bir takviye pedi yerleştirildi, delikler yamalandı, oarlock ve çerçeveler değiştirildi, bir duralumin astar yapıldı ve kaputun üzerine vidalandı, eski boya çıkarıldı, gövde temizlendi, pruva bölmesi kapısı düzeltildi, valf yarım inç küresel valf vinci ile değiştirildi, tezgah bağlantıları güçlendirildi, yüzdürme tankı yamalı, dikişler dolgu macunu ile bulaştı.
İki renkte boyamaya karar verildi: beyaz alt, kırmızı üst, beyaz kokpit ve kıç.
Macunlama, astarlama, boyama, vernikleme ....dört günlük çalışma - ve tekne zaten güzel bir görünüm kazandı.
Ardından, lake kontrplak zemin olan banklar yerleştirdim.
Sonra süslemeler ve oyuncaklar: kaputta bir hava üfleyici, UAZ'dan bir halojen projektör, yerleşik güç konektörleri olarak kokpitte 12 voltluk prizler, pruva bölmesinde bir pil ve son rötuşlar - motora bir voltaj regülatörü takmak (Pit 15) ve bir jeneratörün bağlanması, kokpite rahat bir giriş için burunda lastik bir paspas, kenarları köpükle doldurma - "YALTA" zevk yatı hazır!
Zaman açısından, her şey para açısından iki hafta sürdü - 18-20 bin (daha kesin olarak saymadım). Deniz denemelerinin sonuçlarına göre, bir veya iki hafta içinde abonelikten çıkacağım.
Veya bu hizmetlerden biri aracılığıyla giriş yapın

Yorumlar sadece kayıtlı kullanıcılar tarafından gönderilebilir
Topluluğumuzda yeni bir hesap açın. Bu zor değil!
Kayıtlı bir kullanıcı bu sayfayı görüntülemiyor.




pag102 08 Eki 2012
 pag102 08 Eki 2012
pag102 08 Eki 2012 pag102 12 Eki 2012
Polimerlerle çalışan gerçekten kimse yok mu ((
İşti. İki büyük itiraz - 1. yapışma 2. sıcaklık bkz. uzantılar.
Kesinlikle sopa.
15 Ekim 2012
Modern polimerik malzemelerle tamir edilebilir mi?
Bazı otomobil markalarının AL gövdelerini tamir ederken, epoksi bileşikleri ve metale yapışmayı pratik olarak soymadan artıran gizli bir sıvı ile yapıştırma yaygın olarak kullanılır.
Ama kabaca temizlerseniz, ancak bir AL parlaklığına kadar ve bileşimi hemen uygularsanız, o zaman kendim denedim ve AD-31'den cam elyafına yapıştırılmış kapağın kenarlarını aldım. Birkaç yıldır ambar kapağında ayaklarımla yürüyorum ve bağlantı devam ediyor.
Neden bir test plakasında denemiyorsun?
15 Ekim 2012
VASYA2011 15 Ekim 2012
 VASYA2011 15 Ekim 2012
VASYA2011 15 Ekim 2012darbeden sonra ithal bir teknenin perçinlenmesi vakasıydı. lanet olası akış.
Herhangi bir pnömatik aletiniz var mı?
Çekiç, arka taraftaki sehpadan çok daha hafif olmalıdır, aksi takdirde bitişik eklemler kırılır. Pnömatik çekiçler var, uygun bir akış hızında yaklaşık 6 kg / cm2 havaya ihtiyaçları var.
Mesaj düzenlendiTribun: 15 Ekim 2012 - 12:05
15 Ekim 2012
VASYA2011 15 Ekim 2012
Çekiç, standdan çok daha hafif olmalıdır.
Ve perçinler, eğer duralumin ise, önce "serbest bırakılmalıdır"
kurulum ve sızdırmazlık için kullanılan thiokol bant, şimdi çok sayıda mastik var.
15 Eki 2012
 15 Eki 2012
15 Eki 2012“Benzer gibi davran” (c) Deneyimlerime göre, polimerler Al alaşımlarına yapışmaz. Al Amur'daki çelik omurga da şaşkınlığa neden oldu. Kaynak da kullanmayın - bitişik perçinler gevşeyecek ve conta yanacaktır.
Perçin.
ilk Amur'undaki çelik omurgayı da bulunca şaşırdı.
İşti. İki büyük itiraz - 1. yapışma 2. sıcaklık bkz. uzantılar.
kesinlikle perçin.
zamk
yapıştırıcılar havacılık endüstrisinde eski zamanlardan beri kullanılmaktadır ve “Cupids” de yoktu.
ilk yolcu jeti "Comets" de kanat ve gövdenin metal kaplaması yapıştırıldı. Concorde uçağının alüminyum alaşımından yapılmış ve binlerce uçuş saati hizmet ömrü için tasarlanmış yapıları, epoksi bazlı bir yapıştırıcı ile birbirine bağlanmıştır. Sıcaklık ve yükteki farklılıkların teknede olmadığı varsayılmalıdır. Görünüşe göre uçuşa elverişlilik standartları da mevcut.
Muhtemelen "kılavuzlarda", sahada uçaklara verilen savaş hasarını onarmak için yararlı bir şeyler bulabilirsiniz.
Bu gönderi Rider tarafından düzenlendi: 15 Ekim 2012 - 03:26 PM
15 Eki 2012
..Muhtemelen “kılavuzlarda”, sahada uçaklara verilen savaş hasarını onarmak için yararlı bir şeyler bulabilirsiniz.
bir sonraki dalda, muharebe hasarını onarmak ve perçinlenmiş gövdeleri fiberglas ile korumak için “el kitabı” zaten yazılmıştır.
5
perçinler muhtemelen zevkle ayrılırdı
SanychSan 15 Eki 2012
 SanychSan 15 Eki 2012
SanychSan 15 Eki 2012Böyle uzmanlarımız pek yok. darbeden sonra ithal bir teknenin perçinlenmesi vakasıydı. lanet olası akış. Ve ilgili bir soru. Bu işlem nasıl yapılmalıdır? perçinler hakkında bulunan bilgiler gibi 2 tip kullanılmaktadır.ve ne sıkışmış? Herhangi bir pnömatik aletiniz var mı? orada intikam dardır, içeriden sürünemezsin
Bütün bunlar ters perçinleme yöntemiyle perçinlenir. Kafaya, mandrelden veya pnömatik bir çekiçle vururlar (KP-14 = 4 mm'ye kadar ve KP-24 5 ki ile). İç destek (elleriniz için üzülmüyorsanız 2,5 kg veya daha az profil şeklinde). Havaalanında bir perçin bulmanızı tavsiye ederim.
Bütün bunlar ters perçinleme yöntemiyle perçinlenir. Kafaya, mandrelden veya pnömatik bir çekiçle vururlar (KP-14 = 4 mm'ye kadar ve KP-24 5 ki ile). İç destek (elleriniz için üzülmüyorsanız 2,5 kg veya daha az profil şeklinde). Havaalanında bir perçin bulmanızı tavsiye ederim.
Ters perçinleme bir karmaşıklıktır, başaramadım. Bu gibi durumlarda, sadece perçini ters çevirdim (veya başka bir başlığa değiştirdim) ve diğer tarafa perçinledim. Bir tabanca ile de çok fazla olmamalıdır, çok güçlü ağır bir mandrel gerektirir, her yere kaydıramazsınız ve tutması zaten zordur.
Ancak, her şey deneyimle gelir. Eller eğri değilse nerede büyüdüğüne bakma
SanychSan 16 Eki 2012
Ters perçinleme bir karmaşıklıktır, başaramadım. Bu gibi durumlarda, sadece perçini ters çevirdim (veya başka bir başlığa değiştirdim) ve diğer tarafa perçinledim. Bir tabanca ile de çok fazla olmamalıdır, çok güçlü ağır bir mandrel gerektirir, her yere kaydıramazsınız ve tutması zaten zordur.
Ancak, her şey deneyimle gelir. Eller eğri değilse nerede büyüdüğüne bakma
19 yıl deneyim. Nizhnevartovsk havaalanında 5. kategorinin perçinleyicisi.
Belki patlayıcı nada?
“Bazı durumlarda özel tip perçinler kullanılır - patlayıcı (AN-1504).
Patlayıcı perçinler, çubuğun serbest ucunda, bir vernik tabakası ile atmosferik nemin nüfuz etmesine karşı korunan, patlayıcı ile doldurulmuş bir girintiye (bölme) sahiptir. Patlayıcı perçinler 3.5 çapında yapılır; 4; D18P telinden 5 ve 6 mm. Patlayıcı perçin çubuğunun uzunluğu 6 ila 20 mm arasındadır, perçinlenmiş paketin kalınlığı 1,6–2,5 ila 14,1–15 mm arasındadır.
Patlayıcı perçinlerle perçinleme işlemi, geleneksel perçinlemeden farklıdır. Burada perçinleme aleti olarak bir elektrikli ısıtıcı kullanılmaktadır.
Patlayıcı perçinlerle perçinleme, çubuğun serbest ucunda patlayıcı ile dolu bir bölme bulunan deliğe bir perçin sokulmasıdır. Hafif bir çekiç darbesiyle (soğuk durumda), perçin bozulur. Daha sonra, gömülü kafaya bir elektrikli ısıtıcının 1 ucu yerleştirilir.2–3 s içinde perçin ısınır ve 130–160 ° C sıcaklıkta şarj patlar, çubuğun ucu büyük ölçüde genişler ve bir kapanış kafası oluşturur.”
Burada
Gönderi Alessandro tarafından düzenlendi: 16 Ekim 2012 – 14:00
SanychSan 16 Eki 2012
Belki patlayıcı nada?
“Bazı durumlarda özel tip perçinler kullanılır - patlayıcı (AN-1504).
Patlayıcı perçinler, çubuğun serbest ucunda, bir vernik tabakası ile atmosferik nemin nüfuz etmesine karşı korunan, patlayıcı ile doldurulmuş bir girintiye (bölme) sahiptir. Patlayıcı perçinler 3.5 çapında yapılır; 4; D18P telinden 5 ve 6 mm. Patlayıcı perçin çubuğunun uzunluğu 6 ila 20 mm arasındadır, perçinlenmiş paketin kalınlığı 1,6–2,5 ila 14,1–15 mm arasındadır.
Patlayıcı perçinlerle perçinleme işlemi, geleneksel perçinlemeden farklıdır. Burada perçinleme aleti olarak bir elektrikli ısıtıcı kullanılmaktadır.
Patlayıcı perçinlerle perçinleme, çubuğun serbest ucunda patlayıcı ile dolu bir bölme bulunan deliğe bir perçin sokulmasıdır. Hafif bir çekiç darbesiyle (soğuk durumda), perçin bozulur. Daha sonra, gömülü kafaya bir elektrikli ısıtıcının 1 ucu yerleştirilir.2–3 s içinde perçin ısınır ve 130–160 ° C sıcaklıkta şarj patlar, çubuğun ucu büyük ölçüde genişler ve bir kapanış kafası oluşturur.”

Fiberglas tekne, dayanıklılığı ve güvenilirliği nedeniyle popülerlik kazanmıştır. Fiberglasın diğer malzemelere göre bir takım önemli avantajları vardır. Gemiyi hızlı ve fazla maliyet olmadan monte edebilirsiniz.Kendin yap fiberglas tekne, balık tutma gezileri için bütçe ve değerli bir seçenektir.
Plastik küçük boyutlu tekne, esas olarak balıkçılık için tasarlanmıştır. Su turizmi, spor aktiviteleri için de kullanılabilir. Teknenin sudaki çalışma koşulları: 60 cm'den fazla olmayan dalga, rüzgar kuvveti - on puanlık bir ölçekte 4 puana kadar. Bir fiberglas tekne, şişme botlara harika bir alternatiftir.
Fiberglas, herhangi bir karmaşıklığın şeklini kendiniz oluşturmanıza izin veren tek malzemedir. Tabanın bağımsız tasarımı, herhangi bir konfigürasyonun redans ile donatılmasını mümkün kılar. Redanları en uygun yerlere yerleştirerek geminin sürüş performansından maksimum verim elde etmek mümkündür. Ayrıca ev yapımı bir teknenin tasarımı sahibinin karakterinin bir yansıması olacaktır.

Plastik sadece teknenin dış kaplaması için kullanıldığında, kontrplak ve fiberglastan ev yapımı bir tekne yapma yöntemi vardır. Ancak bu teknoloji kendini haklı çıkarmaz. Plastiğin altında yatan kontrplak tabakası hızla nem kazanır ve bu da kabın ağırlığını arttırır. Mikroorganizmaların etkisi ve delaminasyon süreci nedeniyle kontrplak hızlı bir şekilde tahrip olur, çünkü mukavemet açısından kontrplak plastikten çok daha düşüktür.
Bir tekne nasıl yapılır Tüm kuralları dikkatlice takip ederek, yeni başlayanlar bile bu görevi tamamlayabilecektir. Teknolojik süreç basit ve uygun maliyetlidir. Teknenin gövdesi, bir polimer bileşimi ile emprenye edilmiş bir takviye dolgu maddesi vasıtasıyla oluşturulur.
Çerçeve imalatında takviye dolgu maddesi olarak kullanılan hammaddeler:
- gövde tabanı, yanlar - fitil fiberglas TP-07, TP-03, TP-056;
- bireysel bölümlerin yerel olarak güçlendirilmesi - yapısal cam elyafı T-11, T-13.
Fiberglas, dokuma tipine, ipliklerin boyutuna göre farklı tiplerdedir. Temel olarak "eğik" veya saten örgüyü seçin. İplikler bükülmelidir. Malzeme levha, rulo, bant şeklinde satılmaktadır.

Fiberglas, yağlı bir bileşim ile emprenye edilmiş olarak satılmaktadır. Kumaşın bir bağlayıcı ile daha iyi emprenye edilmesi için yağlayıcının benzin, beyaz ispirto veya aseton ile çıkarılması gerekir. Yağsız kumaş havada yaklaşık 2-4 saat kurutulur.
Takviye malzemesini yapıştırmak için reçine gereklidir. Gemi inşa endüstrisinde kullanılan üç tip reçine vardır: epoksi, vinil ester ve polyester. Herhangi bir elyaf türünden bir fiberglas tekne yapımında reçinelerin en önemli özellikleri yapışma ve emprenyedir.
Ucuz bir seçenek, tek bir işlemde tek parça bir fiberglas eleman oluşturmanıza izin veren polyester reçine kullanmaktır. TM Ashland reçinesi kullanılabilir. Kasanın kaplamasının koruyucu özelliklerine sahip bir dekoratif oluşturmak için bir jelkota ihtiyacınız olacak. Ayrıca, nem direncine sahip en az 1,2 cm kalınlığında kontrplağa ihtiyacınız olacaktır.
Yetkili bir çizim olmadan bir tekne yapmak imkansızdır. Gelecekteki deniz taşıtlarının tasarımı, AutoCAD programı kullanılarak gerçekleştirilebilir. Önce bir 3B model oluşturulur, ardından çerçeve diyagramları, desenler oluşturulur. İnternette özel sitelerde hazır çizimler alınır. Artık kendi ellerinizle bir fiberglas tekne yapmaya başlayabilirsiniz.


















