
Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan kendin yap çerçeve onarımı Ural 4320.

Büyük bir revizyon ve modernizasyondan sonra YaMZ-238 dizel motorlu ve EPSILON E110L hidrolik manipülatörlü Ural-4320 tabanlı bir ahşap taşıyıcı, mükemmel performans özelliklerine sahiptir. Bu nedenle, bu tür ekipmanlar tomruk endüstrisinde büyük talep görmektedir.
Ural-4320 dönüştürme aracının kereste taşıyıcıya dönüştürülmesine yönelik çalışmalar tamamlandı:
- arabanın tamamen sökülmesi;
- kütük ekipmanı üretildi: üst çerçeve, ranza, koruyucu ekran;
- tüm bileşenlerin ve düzeneklerin teşhisi, gerekirse değiştirilmesi.
- dizel atmosferik motor YaMZ-238;
- direklerin içinde güçlendirilmiş çerçeve;
- hidrolik manipülatörün yeri için güçlendirilmiş çerçeve;
- güçlendirilmiş ön yaylar.
Arabanın elden geçirilmesi ve yeniden donatılması sürecinde hidrolik manipülatörlü kereste kamyonu tüm ana bileşenlerin ve montajların sökülmesi ve teknik durumlarının teşhisi için çalışmalar yapıldı.
Kereste taşıma ekipmanı, zorlu Rus koşullarında çalışırken yüksek güvenilirlik standartlarını karşılamalıdır. Gerekli parametreleri sağlamak için çerçevenin çift takviyesi üzerinde çalışmalar yapıldı:
- direklerin içindeki çerçevenin güçlendirilmesi;
- hidrolik manipülatörün bulunduğu yerde çerçevenin güçlendirilmesi.
Kamyon çerçevesinin elden geçirilmesi sırasında çok çeşitli işler yapılır:
- eski boyanın yıkanması ve temizlenmesi;
- kullanılamaz hale gelen braketlerin yenileriyle değiştirilmesi;
- bir kurutma odasında astarlama, boyama ve kurutma.
Kereste kamyonunun alt takımı, özellikle aracın ön aksında olmak üzere yüksek operasyonel yüklere dayanmalıdır. Kayıt ekipmanı ve hidrolik manipülatörü şasiye monte etmeden önce, aracın süspansiyonunu güçlendirmek, gerekli bileşenleri teşhis etmek ve değiştirmek için çalışmalar yapılır:
| Video (oynatmak için tıklayın). |
- yıkama ve komple sökme;
- yeni restore edilmiş birimlerin, özel stantlarda daha fazla alıştırma ile üreticinin düzenleyici belgelerine göre ayarlanması;
- yeni ön yaylar, yay kulakları, merdivenler, arka yaylar, yay kulakları ve merdivenlerin montajı;
- dengeleyicinin yeni burçlarının montajı, sızdırmazlık contaları, halkalar ve manşetler, yeni amortisörlerin montajı;
- astar, boya ve kuru.
- tüm bileşenlerin tamamen sökülmesiyle sökme;
- reddedilen çalışma dişlilerinin, millerin, mahfazaların değiştirilmesiyle ilgili inceleme, sorun giderme;
- yeni yataklar, dişli parçaları, ayarlama ve sızdırmazlık contaları, burçlar, manşetler, rondelalar ve bağlantı elemanları kullanarak montaj;
- özel şanzıman stantlarında bir test çalıştırması ile her bir ünite için düzenleyici belgelere göre monte edilmiş ünitelerin ayarlanması;
- astarlama ve boyama üniteleri;
- Kurulum tamamlandıktan sonra yağlayıcıların dökülmesi.
Aracın elden geçirilmesi sırasında kabin ile kapsamlı bir çalışma yelpazesi gerçekleştirilir:
- kabinin tamamen sökülmesi, önceki boyanın çıkarılması;
- kabinin deforme olmuş ve aşınmış parçalarının değiştirilmesi;
- kabin tabanının bitüm mastik ile astarlanması, boyanması, işlenmesi ve bir kurutma odasında kurutulması;
- yeni bir iç mekan, koltuklar, gösterge paneli, elektrik tesisatı ve kabin kaplamasının montajı;
- deforme olmuş tüy elemanlarının değiştirilmesi;
- kuş tüyü elemanlarının bir kurutma odasında astarlanması, boyanması ve kurutulması;
- kuş tüyü alt montajı ve araca montajı.


Yeni direksiyon bileşenleri takıldı: direksiyon dişlisi, hidrolik direksiyon, hidrolik direksiyon pompası, direksiyon mili.
Fren sisteminin sadece yeni bileşenleri monte edilmiştir: fren valfleri ve valfleri, pnömatik hidrolik güçlendirici, ana fren silindiri, çalışan fren silindirleri, fren pabuçları, hidrolik ve pnömatik hatlar.
Günlük kamyonunun alt çerçevesi, günlük ekipmanının bileşenlerinin yerleştirilmesi ve sabitlenmesi için temel oluşturur. "SPETSLESAVTO" şirketi, kamyonlar için üst çerçeve üretimi yapmaktadır.
"SPETSLESAVTO" şirketi, kereste kamyonları için at üretimi yapmaktadır.
"SPETSLESAVTO" şirketi, hidrolik manipülatörü ve traktör kabinini hasardan korumak için tasarlanmış kereste kamyonları için koruyucu bir çit üretimi yapmaktadır.


"SPETSLESAVTO" şirketi, traktörlere dizel motorlar kuruyor.
Rusya'nın kuzeyindeki zorlu koşullarda çalışmak üzere Ural-4320 şasisine dayalı bir ahşap taşıyıcı oluşturuldu. Yüksek geçirgenlik ve güvenilirlikte farklılık gösterir. Bu kereste kamyonu, yeni bir arabanın tüm parametrelerine sahiptir, ancak fiyatı çok daha ucuzdur ve bakımı kolaydır.
- Yeniden ekipman Ural-4320
- Yayların güçlendirilmesi
- Hidrolik manipülatör kurulumu
Yorum bırakmak için lütfen giriş yapınız.
15 yılı aşkın süredir güvenilir ve kaliteli özel ekipman üretmekteyiz.
Çerçeve onarımı oldukça yaygın bir iştir. Hasar, doğasına bağlı olarak farklıdır, bunlar çatlaklar (oldukça yaygın bir durum), kıvrımlar ve deformasyondur.
Çoğu zaman, ciddi kazalar durumunda, davranış çerçevesini eski haline getirmek çok zordur ve pratik değildir. Ancak çoğu durumda hasar, çatlaklar veya çerçeve patlamaları olarak ifade edilir. Bu tür hasarlar güvenli bir şekilde onarılabilir. Ancak onarım teknolojisini takip etmek önemlidir, çünkü çerçeve tasarımı zor koşullarda çalışır, çok güçlü burulma yükleri.
- yarı otomatik pişirmeniz gerekiyor,
- aşırı ısınmayı önlemek,
- dikişleri kestiğinizden emin olun,
- dikişin kökünü kaynatın.
Onarımlara başlamadan önce, çerçeveyi çatlaklar açısından dikkatlice incelemeniz gerekir. Dahili muayene için bir video endoskop uygundur. Özel bir endoskop yoksa, bir dizüstü bilgisayar veya akıllı telefon ile çalışan bir USB endoskop satın alabilirsiniz.
Onarım için, gerekirse, çalışma sürecine müdahale eden parçaları sökmek için hasar yerine erişim sağlamak gerekir. En iyi yöntem, yükü azaltmak için çerçeveyi tüm eklerden ve elemanlardan kurtarmaktır. Çatlaklar yayıldıysa öncelikle krikolar yardımıyla azaltılmalı ve aracın diyagonal kontrol noktalarının mutlaka ölçülmelidir. Mesafe farkı 5 mm'yi geçmemelidir. Sapmalar varsa, çerçeve kızak üzerinde çekilmelidir.
Çerçeve, çatlak yerleri de dahil olmak üzere, mandreller ve destekler yardımıyla bir balyoz ve çekiçlerle soğuk bir durumda düzleştirilir.
Kamyonlarda ve yarı römorklarda çerçeve, pnömatik veya hidrolik ekipman kullanılarak ayarlanır.

Güçlendirici balataların kaynaklanması ve perçinlenmesi ile çatlaklar ortadan kaldırılır.
Kaynak hazırlığının ana özelliği:
- çatlağın görünen ucunun belirlenmesi (büyüteç kullanarak);
- çatlağın ucunu delmek (delmeden önce, deliğin altındaki merkezi, çatlağın görünür sınırından yönü boyunca 5-10 mm mesafede delin; 5-6 mm çapında bir matkapla delin );
- 90 derecelik bir açıyla kesme kenarları, parçanın metalinin kalınlığının 2 / 3'ü kadar bir derinliğe kadar, bir plazma kesici ile, değilse, bir öğütücü kullanabilirsiniz, ancak daha uzun sürer.
- 20 mm genişliğinde bir çatlağın kenarlarını temizleme (çelik fırça veya elektrikli taşlama makinesi).
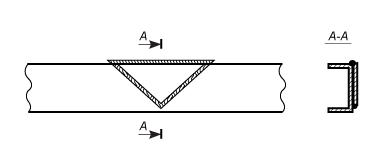
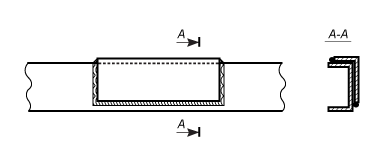
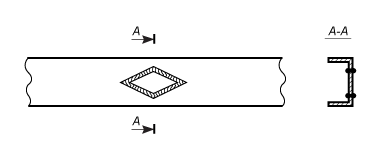
Yan elemanlardaki çatlaklar giderilir:
- perçinli bir dış veya iç takviye kutusu şeklindeki astarın kaynaklanması ve montajı;
- bir çatlağın kaynağı ve takviye edici üçgen astarın kaynağı;
- bir çatlağın kaynağı ve köşeli çelikten yapılmış bir takviye astarının kaynağı;
- dikey bir duvardaki uzunlamasına çatlaklar veya bir grup çatlak, hasarlı alanın kesilmesi ve bir eşkenar dörtgen şeklinde bir ekin kaynaklanmasıyla ortadan kaldırılır;
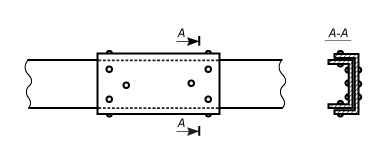
Astarı takmadan önce dikiş, ana metal ile aynı hizada temizlenmelidir.
Kökü kaynatmak mümkün değilse, çerçeve kaynağı yapmamak daha iyidir.
- İlk geçiş kök kaynak: akım 100A Tel Sv08 1.2 mm gaz karışımı Ar + CO2 %20 arkın kesilmesiyle ve metali aşırı ısıtmadan, ancak bir ters silindir oluşumuyla çatlak boyunca soldan sağa kısa silindirler.
- İkinci ve üçüncü geçiş akımı 110 A aynı şekilde fakat merdaneler ince olmalı ve birbirinin üzerine binmelidir.
- Dördüncü geçiş akımı 120A ana metale hafif bir yaklaşımla oluğun tüm genişliği boyunca boncuklar, boncuklar yoğundur ve ısı kaybına bağlı olarak, sürekli bir dikiş yapmak mümkündür, ancak metali aşırı ısıtmadan (3-5 boncuk ve ark kesinti).
- Beşinci silindir her yönde minimumu aynı şekilde ancak yayı kesmeden kaplar. Dikiş geniş, dışbükey ve oldukça düzgün.
Dikey sadece yukarıdan aşağıya doğru pişirilir. Müşteri kaynak izlerini gizlemek isterse, beşinci silindir kaynatılmaz.
Her çerçeve kaynağı durumu çok bireyseldir.
Büyük dikişler aynı anda kaynak yapılmamalıdır, çünkü ısıdan etkilenen bölgede metal deformasyon sırasında sertleşecek ve kırılgan hale gelecektir.
Fotoğrafta çerçeve zaten yapılmış, dikiş iğrenç. yeniden yapmak zorunda kaldım.
Dikişler, VIN'in delinmesi gereken 90 derecede kesildi, bu stresi azaltmak içindir, bu nedenle çatlağın bir kısmı kaynaklanamaz ve delik açmazsanız, metalin stresinden çatlak gider tekrar kaynak yoluyla.
Dikişler yukarıdaki teknolojiye göre kaynaklanmıştır.
Yukarıda sağlanan onarımda kaplama gerekli değildi. Fazladan bir kaynak yapı için iyi değildir. Kaplamalar, yorgun metalin olduğu ve birçok dikey çatlakların olduğu çerçeveyi güçlendirmek gerektiğinde kullanılır. Eşkenar dörtgen veya elips şeklindeki bindirmeler en iyi şekilde kaynaklanır ve bir örtüşme ile kaynak yapılmaz.
Kaplamalar ve yamalar için çerçevenin yapıldığı çeliği almanız gerekir.
İşte çerçeveyi tamir ettiğim iş parçacığım.
arabam artık günlük çalışıyor.
her şey yolunda gidiyor, çerçevenin onarımı hakkında yorum yok.
eski çerçeveyi uygun bir yenisiyle sarmak iyi bir fikirdir.
hala bu tür onarımları kumlama ile başlatmanız gerekiyor
Tanrı yardım.
Vay be, nasıl bir çerçeveye dikkat etmeliyim? Hangisi “bize” daha yakın veya hangisi hepsi eşkenar dörtgen içinde? Nasıl Kyz, kayıp mı?
Vay be, nasıl bir çerçeveye dikkat etmeliyim? Hangisi “bize” daha yakın veya hangisi hepsi eşkenar dörtgen içinde? Nasıl Kyz, kayıp mı?
Evet, ZIL hakkında, ben de ilgileniyorum?
daha yakın olanı, onlara yarım parça sattım, kuyruğuyla birleştirecekler (bu arada, Zil'den).
ve işte zilkamın son fotoğrafları
[QUOTE=Dzenz;1151760895]Çerçevenin iki tarafı da kırıldı. Arka merdivenlerin takıldığı yerde kırıldı. Forumda buna benzer bir şey aradım ve bulamadım.
DAHA İYİ demleme konusunda tavsiye mi arıyorsunuz?
Malzeme konusunda yardımcı olabilecek var mı?
Herhangi bir yararlı tavsiye için minnettar olurum.
Direk tipi Ural arabalarının çerçevesi, altı travers ve bir ön tampon ile birbirine bağlanan iki direkten oluşur.
Çerçeve direkleri, orta ve arka kısımlarda güçlendirilmiş, değişken profilli çelik sacdan damgalanmıştır. Aracı çekmek için çerçevenin önüne çekme kancaları takılmıştır. Çerçevenin arkasında, çapraz elemana, bir römorkla sürerken çerçeve üzerindeki şok yüklerini yumuşatan çift etkili bir yay ile donatılmış bir çekme cihazı yerleştirilmiştir.
Ural-377, -375N, -377S, -375SN araçlarının şasileri, platformun yükleme yüksekliğini 44 mm azaltan, yüksekliği kısaltılmış denge kirişi braketlerine sahiptir.
Kamyon çekici çerçeveleri arka kısımda kısaltılmıştır ve bir çekme tertibatı yerine iki sabit çekme kancasına sahiptir. Bakım ve çamur sıçramasına karşı koruma için kamyon traktörlerinin çerçevelerine platformlar monte edilmiştir.
Ural-375A'nın şasi çerçevesi, Ural-375D'nin çerçevesinin aksine arkada 335 mm uzatılmıştır.
Çerçeve bakımı, geometrik şeklinin, cıvatalı ve perçinli bağlantılarının kontrol edilmesinden oluşur.
Perçin bağlantısının kalitesi, perçinlere çekiçle vurularak kontrol edilir. Gevşek perçinler yenileriyle veya somunlu cıvatalarla değiştirilmelidir.Perçinli bir bağlantıyı tamir ederken, perçin deliklerinin aşınması durumunda (15°/o/ nominal çaptan fazla), delikleri kaynaklayın ve işaretledikten sonra yenilerini delin.
Çerçevenin sapmaları ve çarpıklıkları, incelemenin yanı sıra cetveller ve şablonlarla kontrol edilerek belirlenir.
Çerçevenin geometrik şeması, ayrı bölümlerde diyagonal olarak ölçülerek kontrol edilir. Köşegenler (B, C, D, D, E) boyunca aynı adı taşıyan her iki boyut arasındaki fark 5 mm'yi geçmemelidir.
Çerçevenin ön ve arka uçları arasındaki genişlik farkı 4 mm'den fazla olmamalıdır.
Çerçeveyi soğuk durumda düzenleyin.
Çekme tertibatının bakımı, yağlanmasından ve kirden temizlenmesinden, çekme tertibatı traversini çerçeveye sabitleyen cıvataların sıkılmasından ve kılavuz burçlardaki kancanın enine boşluğunun kontrol edilmesinden oluşur. Çekme kancası somunu, kancanın eksenel hareketini önleyecek bir konuma vidalanmalıdır. Kanca elle döndürülebilecek şekilde serbest olmalıdır.
Pirinç. 1. Çerçeve:
1 - ön tampon; 2 - çekme kancaları; 3-sağ spar; 4 - ilk çapraz eleman; 5 - kabin ve amortisör braketi; 6 — yükselticiler sparları; 7 - şanzımanın ek desteğinin enine kirişi; 8 — kabin braketi; 9 - ikinci çapraz eleman; 10 - üçüncü çapraz üye; 11 - dördüncü çapraz üye; 12- beşinci travers; 13 - altıncı çapraz üye; 14 - arka tamponlar; 15 - çekme cihazının traversi; 16 - dengeleyici braket; 17 - ön yayın arka braketi; 18 — sol taraf; 19 - ön yayın ön braketi
Pirinç. 2. Çekme cihazı:
1 - somun; 2 - yıkayıcı; 3 — enine çubuk çekme cihazı; 4— burç; 5 - yay; 6 - çekme kancasının traversi; 7 - cıvata; 8 - mandal köpeği; 9 - köpeğin ekseni; 10 - mandal; 11 - zincir; 12 - parmak; 13 - çekme kancası; 14 - takviye plakası
Pirinç. 3. Çerçevenin geometrik şemasını kontrol etme
Kaynak işinin kalitesine bağlı olarak, direklerin tamiri, tamir edilen kadro yenisi ile değiştirilene kadar aracın kilometresini sağlayan bir ölçüdür. Çerçeve direklerinde çatlaklar bulunursa, aşağıdaki işlemleri gerçekleştirin.
Çatlağın sonunda, 3-5 mm çapında bir açık delik açın. Kaynak yapmak için, 90°'lik bir açıyla 4 mm derinliğe kadar direk bölümünün her iki tarafındaki çatlağın tüm uzunluğu boyunca bir oluk açın. Kaynak dikişini delinmiş delikten çatlağın sonuna kadar uygulayın. Takviye astarı sıkıca oturana kadar yan elemanın iç tarafındaki dikişi temizleyin. Kaynaklı çatlağın iç tarafına, çatlağa göre simetrik olarak konumlandıran kanal kesitli bir takviye plakası takın. Takviye plakalarını sadece uzunlamasına dikişlerle kaynaklayın. Takviye pedlerinin malzemesi 6-8 mm kalınlığında yumuşak çelik sacdır.
Pirinç. 4. Travers No. 2'yi tamir ederken takviye pedlerinin kurulum yeri:
1—çatlakların olası yerleri; 2 - takviye pedi
1972'den önce üretilen otomobillerde, 2 No'lu traversin üst ve alt kısımları perçinlerle birbirine bağlanmıştır. 2 No'lu traversin alt sacında bir çatlak bulunursa, çatlağın ucunda 3-5 mm çapında bir delik açılması ve bir cıvatalı plaka takılması gerekir. Astarları sabitlemek için perçinler için mevcut delikleri kullanabilir veya Ø 10 mm cıvatalar için Ø 11 mm ek delikler açabilirsiniz.
Astar malzemesi 5-8 mm kalınlığında yumuşak çelik sacdır.
2 No'lu traversin pabuçlarında, direğe sabitlemenin aşırı perçinlerinden geçen çatlaklar bulunursa, sekiz aşırı perçinin kesilmesi ve Ø 15 mm'lik deliklerden 50 mm mesafeden delinmesi gerekir. perçinleri kesin. Çatlakların uçlarını 0 3-5 mm'lik pabuçlara delin, çatlakları kaynaklayın. M14X 1.5X40 cıvatalar, M14X 1.5X11 somunlar, 14.2X23.2X4.5 rondelalar ile takviye plakaları aracılığıyla çapraz çubuğu direklere sabitleyin. Takviye astarının malzemesi, 5-8 mm kalınlığında bir çelik sac olabilir. Astarın yaklaşık boyutları 90X32'dir.
Pirinç. 5. 2 No'lu traversin pabuçlarını tamir ederken takviye pedlerinin kurulum yerleri:
1 - olası ayakkabı çatlak yerleri; 2 - takviye pedi
Çerçeve direklerini ve 2 No'lu traversleri tamir ederken, çubuk çapı 3 ila 5 mm olan E42A, E46A, E50A tipi elektrotların kullanılması tavsiye edilir. Onarımdan sonra çerçeveyi boyayın.
Şanzımanın sökülmesi ve ayarlanması gerektiğini gösteren karakteristik işaretlerden biri, araç hareket halindeyken artan gürültüdür. Artan gürültünün nedenleri:
- konik yatakların ayarının ihlali nedeniyle konik dişlilerin iç içe geçmesindeki temas parçasının yer değiştirmesi;
- dişli dişlerinin çizilmesi ve ufalanması, yatakların aşınması ve ayrıca aks muhafazasındaki yetersiz yağ seviyesi.
alet ve arabayı arabanın altından dışarı doğru yuvarlayın.
Orta (arka) tahrik aksını sökme prosedürü aşağıdaki gibidir.
Aracı muayene kanalına yerleştirin. Tekerlek valflerini kapatın (yalnızca Ural-4320 ve 4420 için).
Sökülen aksın bijon somunlarını gevşetin, koruyucu kapakları çıkarın ve tekerlek valflerinden hava besleme hortumlarını ayırın.
Yağlayıcıyı aks muhafazasından boşaltın.
Arabanın arkasını kaldırın ve çerçevenin arka ucunun altına bir ayak yerleştirin. Bijon somunlarını gevşetin ve tekerlekleri çıkarın. Cihazı kurun ve sabitleyin (Şekil 1).
Ayar eksantriklerini kullanarak fren balatalarını ayırın, böylece sonraki sökme işlemleri sırasında aks kirişinin dönmesini önleyin.
Orta (arka) aksın tahrikinin kardan milini çıkarın, fren hortumlarını ve boru hatlarını, sızdırmazlık sistemlerini (yalnızca Ural-4320 ve 4420 için) ve lastik şişirme sistemlerini ayırın.
Üst tork çubuğu braketini aks kirişinden ayırın, alt tork çubuklarını ayırın ve çıkarın.
Montaj arabasını köprünün altına yuvarlayın ve aks kiriş grubunu çıkardıktan sonra alet kullanarak arabanın üzerine indirin.
Armatürü ayırın ve arabayı arabanın altından sürüş orta (arka) dingili ile dışarı çıkarın.
Ön aksı sökerken, yukarıda açıklananlara benzer hazırlık çalışmaları yapın. Ek olarak, direksiyon bipod bağlantısını sol direksiyon mafsalı kolundan, hidrolik yükselticiyi sağ direksiyon mafsalı kolundan ayırmak gerekir.
Alt amortisör kafalarını braketlerden ayırın ve çıkarın.
Takılı ve sabit cihazı kullanarak, aksı kaldırın ve merdivenlerin somunlarını sökerek ön yayların kelepçelerini çıkarın.
Ön tahrik aksını arabaya indirin.
Ön aks redüktörü, orta (arka) aks redüktöründen farklı olarak, sadece aksın tamamı araçtan çıkarıldıktan sonra sökülmelidir.
Sökülen ön aksı stantlara takın. Direksiyon bağlantısını, fren hortumlarını ve sızdırmazlık sistemlerini ayırın.
Bilyalı mafsal somunlarını gevşetin.
Bir spudger kullanarak, bilyeli mafsal flanşlarının alt kesimlerini kullanarak mafsal tertibatlarını çıkarın.
Yağ besleme rakoru 25 ile şanzıman karteri grubunun yan kapağını 35 (bkz. Şekil 2) çıkarın ve karterin içinde bulunan iki cıvata dahil olmak üzere şanzıman karterini sabitleyen cıvataları ve somunları sökün.
Bir kaldırma mekanizması kullanarak şanzımanı aks muhafazasından çıkarın.
Orta (arka) aks redüktörü bir alet kullanarak, doğrudan muayene kanalına monte edilmiş araçtan sökün, bunu yapmak için tekerlek valflerini kapatın, koruyucu kapakları çıkarın ve tekerlek valflerinden hava besleme hortumlarını ayırın.
Yağlayıcıyı aks muhafazasından boşaltın. Poyra kapaklarını sabitleyen cıvataları sökün, hava besleme dirseklerini aks millerinden sökün ve poyra kapaklarını contalar ve hava besleme hortumlarıyla birlikte çıkarın. Ardından, bir çektirme kullanarak aks millerini çıkarın.
Yapılan işin kapsamı ve karmaşıklığı. Ural-4320 aracının birimlere sökülmesi. Teknolojik onarım süreci. Rasyonel işlem sırası. Ana ekipmanın hesaplanması. Enerji kaynaklarına olan ihtiyacın hesaplanması.
Bilgi tabanını çalışmalarında ve çalışmalarında kullanan öğrenciler, yüksek lisans öğrencileri, genç bilim adamları size çok minnettar olacaktır.
Yayınlanan
İş gücü verimliliği, maliyet azaltma ve karayolu makinelerinin onarım kalitesinin iyileştirilmesi, büyük ölçüde makinelerin elden geçirilmesine ilişkin organizasyonel yöntemlere bağlıdır. Onarım endüstrisinde, bireysel, düğümlü ve sıralı revizyon yöntemleri vardır. Yöntem seçimi, onarım işletmesinin teknik ekipmanının yanı sıra makinelerin sayısına, tasarım özelliklerine ve tekdüzeliğine bağlıdır.
Emek verimliliğindeki artışın, üretim süreçlerinin mekanizasyon ve otomasyon düzeyine bağlı olduğu göz önüne alındığında, ana görevlerden biri, her bir işyerini, bir dizi teknolojik ekipman, alet ve demirbaşla maksimum düzeyde donatmaktır.
Bakım ve onarımda emek verimliliğinin arttırılması ve kalitelerinin sağlanması için büyük önem taşıyan, emeğin bilimsel organizasyonunun (DEĞİL) üretimde yaygın olarak tanıtılmasıdır. İkincisi, işyerlerinin organizasyonunun ve bakımının iyileştirilmesi, tekniklerin, yöntemlerin ve işçi tayınlarının iyileştirilmesi, uygun sıhhi, hijyenik ve estetik çalışma koşullarının yaratılması vb. dahil olmak üzere çok çeşitli önlemleri içerir.
Ders projemin amacı, makinelerin birimler bölümüne demonte edilmesi için bir bölüm tasarlamaktır.
Projenin amaçları, bakım sıklığını hesaplamak; tanım: yıllık hizmet sayısı, teknik hazırlık katsayısı, günlük araba programı; araçların bakım ve onarımı ve işletmenin self servis işlerinin emek yoğunluğunun dağılımı; işin emek yoğunluğunun dağılımı; işçi sayısının hesaplanması; teknolojik ekipman seçimi; departman düzeni vb.
Öngörülen departman bir araba tamir şirketinde arabaların birimlere sökülmesi, bir URAL-4320 arabasını daha sonra onarım için departmanlarına göndermek için birimlere ayırmaya yöneliktir.
Bu bölüm, makinelerin demontaj-montajının bir parçasıdır. Makinelerin sökülmesinin teknolojik sürecinin birimler halinde düzenlenmesi planlanmaktadır.
– İşçilerin iş organizasyonu, üretim yönetiminin netliği (çalışma süresi kayıpları olup olmadığını, nedenini analiz edin);
– Tesiste iş disiplinine uyulması;
– Eski teknolojik ekipmanı değiştirme ihtiyacı;
- İşin kapsamını gerçekleştirmek için bölümün (bölgenin) yeterli alanının bulunması;
– Emek-yoğun işlerin mekanizasyonu ihtiyacı ve olasılığı, el emeğinin dışlanması;
- Mevcut ekipman düzenlemesinin, emeğin bilimsel organizasyonunun gerekliliklerine uygunluğu;
- Havalandırma, aydınlatma, yangın söndürme ekipmanı durumu için gereklilikler;
– Gerekli belgelerin mevcudiyeti (teknolojik haritalar, vb.).
Ural-4320 - çift arazi kamyonu1998 yılına kadar Susha birleşik ordu araçları ailesindeki silahlı kuvvetlerde kullanım da dahil olmak üzere, Miass'taki (Rusya) Ural Otomobil Fabrikasında üretilen 6 CH6 tekerlek formülü ile genel amaçlı.
Ural-4320, her türlü yolda mal, insan ve treyler taşımak için tasarlanmıştır. Benzer araçlara göre önemli avantajları vardır: bataklık alanların, 1,5 m'ye kadar fords, 2 m'ye kadar hendekler, hendekler, 60 ‰'ye kadar eğimlerin üstesinden kolayca gelir. 1986'da bir milyondan fazla kamyon üretildi. Ural bugüne kadar 230/300 beygir gücünde bir dizel motorla (Euro-2) üretiliyor.
Başlangıçta, Ural-4320 bir KamAZ-740 motoruyla donatıldı, ancak 1993 yılında KamAZ motor fabrikasında çıkan bir yangın sonucunda bu motorun tedariki durduruldu ve YaMZ-236 ve YaMZ-238 motorları. Yaroslavl Motor Fabrikası kullanılmaya başlandı. Başlangıçta, YaMZ-238 motoruyla yapılan değişiklikler, daha uzun bir motor bölmesinde dışa doğru farklıydı ve YaMZ-236 motorlu araçlar, KAMAZ-740 motorlu araçlarda olduğu gibi aynı motor bölmesini korudu (farklar YaMZ-236'lı araçlardadır). sağ kanatta hava filtresi). 2000'lerin ortalarından bu yana, motor modeli ne olursa olsun tüm arabalar, genişletilmiş bir motor bölmesi ile üretildi.
1990'ların ortalarından bu yana, Ural-4320 ve Ural-5557'de farlı geniş bir tampon belirdi ve eski far bağlantı noktalarında kanatlarda plastik tapalar belirdi. Bununla birlikte, yalnızca Savunma Bakanlığı'nın ihtiyaçları için, özel siparişle, dar bir tamponu ve kanatlarında farları olan arabalar hala [ne zaman?] tedarik edilmektedir.
2009'dan beri, serinin arabalarına fiberglas ön tüylere sahip yeni bir kabin kuruldu.
Aracın arazi kabiliyetini önemli ölçüde artıran, ayarlanabilir tekerlek şişirme özelliğine sahip düşük profilli geniş lastiklerle 12–14 ton;
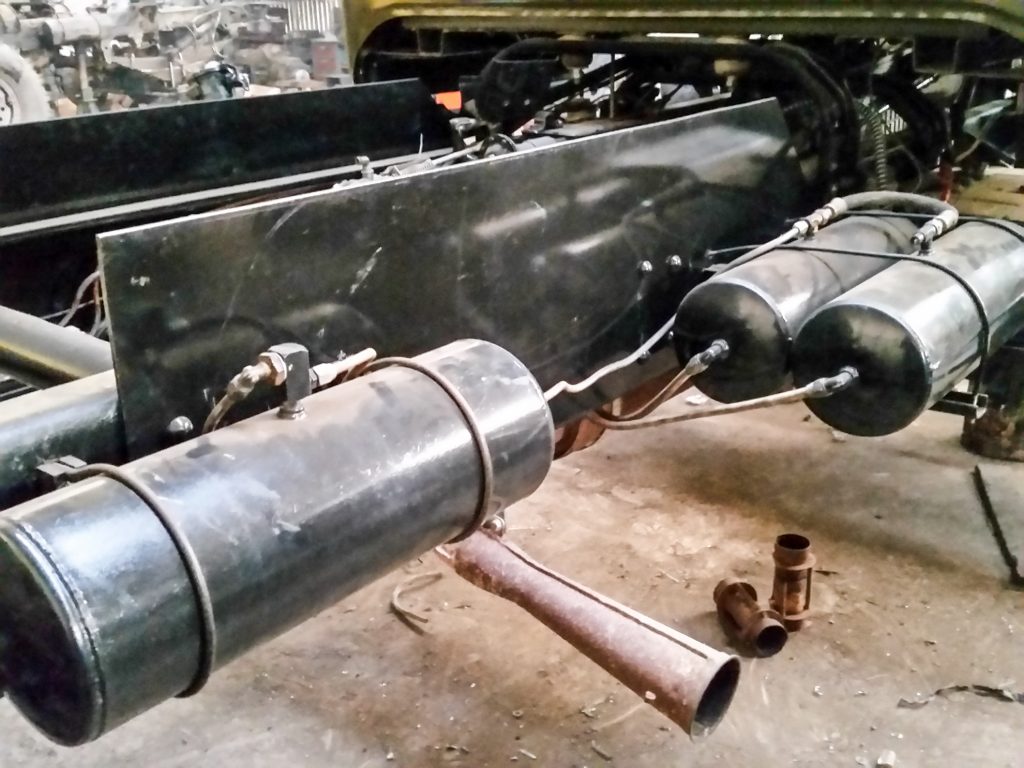
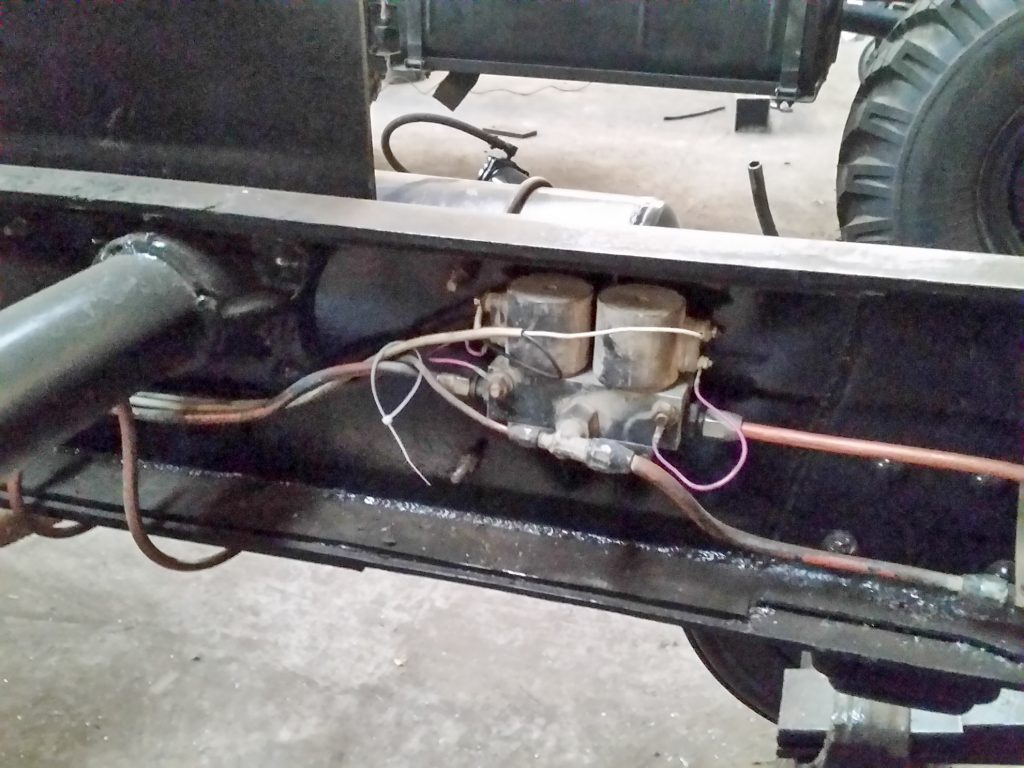
Çalışmalar Miass'taki TPK "Ural-MAIR" LLC bazında yürütülmektedir. Şirket, Ural otomobilini geliştirmek ve optimize etmek için aşağıdaki çalışmaları yapmaktadır.
- ön susturucu;
- elektrik kablolarının korunması;
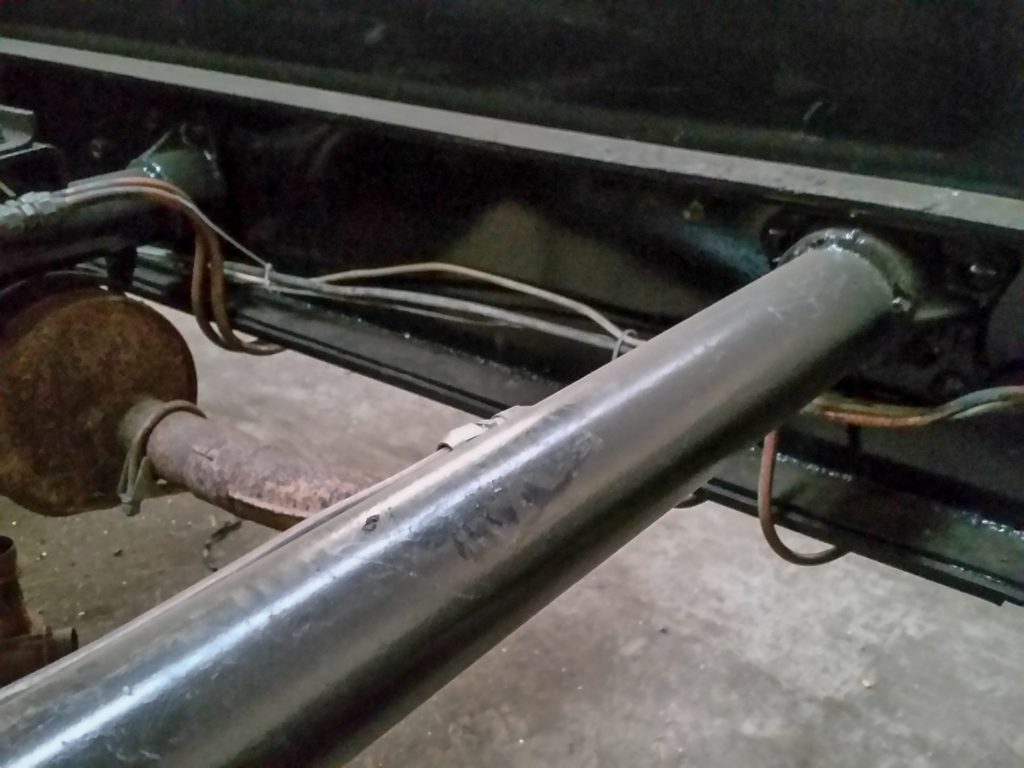
- arabanın benzin deposunun duvarlarının yan ve alt taraf koruması ile güçlendirilmesi;
- makineye yanıp sönen işaretlerin takılması.
- Harici başlatma soketi;
- OV-95;
- OV-65;
- düzlemsel 3,5 kW;
- O-31 (5 kW);
- 220 volttan bir elektrikli ön ısıtıcının montajı.
- özel bir üst çerçevenin koltuk cihazının altına kurulum;
- yakıt hatlarının ısıtılması;
- FTO, FGO ısıtma filtreleri için ısı beslemesi;
- pil yalıtımı ve ısıtma;
- arabadaki tüm koltukların ısıtılması;
- ısınmış aynalar;
- susturucu sisteminin çıkarılması,
- kabinin penofol ile yalıtımı;
- kabinin çift cam montajı;
- keçeli iç/kabin yalıtımı;
- yalıtımlı koltuk kılıfları satışı.
- arkadan alttan çalışan bir cihazın montajı;
- susturucunun çıkarılması;
- kabin / kabinin köpük uyku tulumu ile yalıtımı;
- yakıt alımının ısıtılması;
- alt takip sisteminin kurulumu;
- çerçevenin iyileştirilmesi, uzatılması ve güçlendirilmesi;
- ek bir yakıt deposunun montajı (200, 300 veya 500 litre).
İyileştirme türlerinin ve fiyatlarının tam listesini şurada bulabilirsiniz: fiyat listesi.
- URAL-4320 tahrik akslarının onarımı.
- Transfer kutusunun onarımı.
YaMZ-236M2 ve YaMZ- dizel motorlu arabalar "Ural" (6x6)
238M2 JSC Avtodiesel, Yaroslavl, üçlü tamamen metal kabin,
Motorun arkasında bulunan, malları, insanları ve
her türlü yol ve arazide römork çekmek. Temel modeller
çok amaçlı araçlar Ural-4320-10 (Şekil 1) ve Ural-
4320-31 (Şekil 2), Ural-4320 arabasını yükselterek oluşturulmuş, kısa çizgilerin olduğu
- 10 ve 31 (30) motor modelini gösterir (YaMZ-236M2 veya YaMZ-238M2
sırasıyla) araca monte edilmiştir.
Ural-4320-10 ve Ural-4320-31 araçları TU gereksinimlerini karşılar
37.165.223-93 “Ural-4320-10 çok amaçlı araç ve donanımı
modifikasyonlar”, TU 37.165.246-94 “Ural-4320-31 çok amaçlı araç
amacı ve modifikasyonları.
Birinci koşul kategorisi altında ilk revizyondan önce kaynak
“Bakım ve Bakım Yönetmeliği”ne uygun olarak işletilmesi
karayolu taşımacılığı vagonlarının onarımı” uygunluğa tabidir
kullanım kılavuzunda belirtilen tüm kuralların aşağıdakilerden az olmaması gerekir:
- Ural-4320-10, Ural-4320-31 arabaları ve modifikasyonları için
- araba için Ural-44202-0311-31 - 200.000 km.
Belirtilen süre boyunca bileşenlerin ve düzeneklerin değiştirilmesine izin verilir,
belirlenen kilometreyi ve kaynağı olan satın alınan ürünleri geçti,
tedarikçi işletmelerin teknik dokümantasyonu tarafından oluşturulan ve
standartlar, daha az araç kaynağı.
Ürün hizmet ömrü - 10 yıl, daha az değil.
Ural araçları sıcaklıklarda çalışmak üzere tasarlanmıştır
artı 50 ila eksi 45 °С aralığında ortam havası (kısa süreli
Ural-4320-31 ve Ural-4320-10 araçlar bazında üretilmektedir.
– araba Ural-43202-0351-31 ile genel taşıma amaçlı
– kamyon traktörleri Ural-4420-10 ve Ural-4420-31 için tasarlanmıştır
her türlü yol ve arazide özel yarı römorkların çekilmesi;
– kamyon çekici Ural-44202-0311-31, çekme için tasarlanmıştır
her türlü yolda yarı römorklar;
– kamyon çekici Ural-44202-0612-30, çekme için tasarlanmıştır
hava alanları ve düz alanlarda yarı römorklar;
- Artan bir tabana sahip Ural-4320-0911-30 araba için tasarlanmıştır
her türlü yol ve arazide mal ve insan taşımacılığı;
- tahtalı Ural-4320-0611-10 ve Ural-4320-0611-31 arabaları
platform ve tente, malların taşınması için tasarlanmıştır.
1.İşletme ile tanışma (Rusya Federasyonu Savunma Bakanlığı Federal Devlet Üniter Teşebbüsü. Veliky Novgorod. İskan Pankovka) Bir güvenlik brifingi geçti (Ek 1).Ural araba tamirinde tespit edildi.
URAL-4320 tahrik akslarının onarımı,
Üst düzenlemeye sahip geçiş tipi bir aracın tahrik aksları
Köprünün ana dişlisi çifttir, bir çift konik dişliden oluşur 1 ve
14 (Şek. 39) helisel dişli ve eğik dişli 4 ve 32 silindirik dişli çiftleri. Dört uydulu simetrik bir konik diferansiyel, tahrik edilen düz dişliye cıvatalanmıştır.
Arabanın teknik gereksinimlerine bağlı olarak, ana dişliler
7.32 dişli oranlarına sahip; 6.7; 8.9 ve 8.05
1 konik tahrikli dişli; 2.23-silindirik makaralı rulmanlar; 3-
ana dişli kutusu; 4 vitesli silindirik kılavuz; 5-cam yataklar;
6-konik makaralı rulman; 7,8,12-ayar şimleri; 9 kapaklı
rulman bardakları; Orta aks tahrikinin 10 flanşı; 11-manşet; 13-cam
önde gelen konik dişlinin yatakları; 14 dişli konik tahrik; 15-
nefes; 16 şaftlı tahrik dişlisi; 17-conta; 18-arka aks tahrikinin flanşı;
19 flanş somunu; 20-arka yatak kapağı; 21-ara burç; 22 kapaklı
ön yatak; 24-ayar rondelası; 25 somun; 26 kilitli pul; 27-
Kilit yıkayıcı; 28 kilitli somun; 29-yarı eksenli dişli; 30-uydu diferansiyel;
31 çapraz diferansiyel; 32 dişli tahrikli silindirik; 33 yıkayıcı
destek; 34-diferansiyel yatak kapağı; 35 plakalı kilit; 36-plaka
anahtar; 37-somun ayarlı diferansiyel yatağı; 38 fincan
diferansiyel; 39 karter kapağı; I-ön aks için; II - arka aks için.
Ön ve arka aksların ana dişlileri ana akslardan farklıdır.
orta aksın tahrik flanşlı şanzımanı.
Orta (arka) ön köprü (Şekil 4):
Hava beslemesi için 1-manşet; 2 tekerlekli silindir; 3-fren kampanası; 4 aks;
5 yaylı destek braketi; 6 karter kapağı; 7,9-contalar; 8 vitesli ana;
10-carter köprüsü; 11-tahliye tapası; 12-kontrol fişi; 13 aks muhafazası.
Ön aks araba önde, kontrollü.
ön tahrik tekerleklerine olan moment, aks milleri ve sabit hız mafsalları aracılığıyla iletilir.
Ön tahrik aksının yönlendirilen tekerleklerine tahrik (Şekil 5):
1-hava besleme hortumu; 2 kilitli yıkayıcı; 3 kilitli yıkayıcı; 4 kilitli somun;
5 tekerlekli yatak somunu; 6 pim; 7 açılı hava beslemesi; 8 kapaklı
tekerlek göbekleri; 9 akslı dış; 10 bloklu manşetler; 11,17,19-contalar
sızdırmazlık; 12-rulman; 13-göbek; 14 silindirli tekerlek freni; 15-
fren kampanası; 16-fren kaliperi; 18 bilyalı rulman; 20 akslı iç;
21 akslı kasa; 22 mafsallı eklem; 23 diskli menteşe; 24 çatal dış
aks milleri; 25-saç tokası; 26-reflektör; 27-manşet.
.Tahrik akslarını tamir ederken yağlar uygulanır
yağlayıcılar ve çalışma sıvıları haritasına göre ve ayrıca karterlerde gerekli seviyelerini korur. Ön aks aks millerinin menteşelerindeki gresi değiştirmek için tekerleği, poyralı fren kampanasını, kaliperi, saplama aksını çıkarın. Gresi çıkarıyoruz ve menteşe parçalarını eşit açısal hızlarda yıkıyoruz.
Bilyeli mafsalı ön aks muhafazasından sökmek gerekirse
çekme cıvataları kullanın. Bunu yapmak için, bunları bilyeli mafsal flanşının dişli deliklerine yerleştiririz ve bunları eşit şekilde sararız, bilyeli mafsalın kuyruğunu aks muhafazasıyla birleşmekten çıkarırız.
CV eklemi (Şekil 6):
1-çatal; 2 yumruk; 3-disk; 4 akslı dahili.
Ana dişliyi aşağıdaki sırayla ayarlayın:
bir.Ana dişliyi armatüre takın, diferansiyeli çıkarın
ve flanşlar. Bir konik dişli çarkın bir bardak yatağının sabitleme cıvatalarını çevirin. Fincan ve pinyon ile pinyon milini çıkarın. Tahrik dişlisini halka dişlisinden tutarak bir mengeneye takın. Kapağı sabitleyen vidaları gevşetin ve çıkarın. Kilit somununu gevşetin ve vidasını çıkarın. Kilit ve kilit pullarını çıkarın. Somunu 450-500 N.m (45-50 kgf.m) torkla sıkın.
Bir gösterge aracı kurun ve alt kısımdaki boşluğu belirleyin.
dikenler. Somunları sıktıktan sonra boşluk yoksa,
fincan yatakları gerekli değildir.
Şim kalınlığındaki azalmayı hesaplayın 24
(bkz. şekil 3) (boşluk değeri artı 0,03-0,05 mm ön yük).
Somunu gevşetin, yatağı ve ayar rondelasını çıkarın. Pulu gerekli boyutta zımparalayın (veya eşleştirin), pulu takın ve tahrik konik dişli yatak tertibatını birleştirin. Somunların sıkma torku 450-500 N.m'dir (45-50 kgf.m). Yüzlerden birinde rondelayı bükerek kontra somunu kilitleyin. Yataklardaki tahrik konik dişlisini döndürmek için gereken tork 0,6-1,4 N.m (0,06-0,14 kgf.m) olmalıdır. dinamometre üzerindeki kuvvet
kordonu camın yüzeyinden çözerken - 7,5-17,5 N (0,75-1,75 kgf) (Şek. 7)
önde gelen konik rulmanlar
2. Sürücü yataklarının ön yükünü ayarlayın
silindirik dişli. Camın 5 kapağının 9 altında bir conta paketi 8 seçerek (bkz. Şekil 3) yatakları ayarlayın. Ara mili döndürmek için gereken tork 0,9-1,5 N.m (0,09-0,15 kgf.m) olmalıdır.
3. Tahrik konik dişlisi olan kabı kartere takın
bulaşma. Cam tespit cıvatalarını 60-80 N (6-8 kgf) torkla sıkın.
Konik dişlilerin boyaya düzgün şekilde oturduğunu kontrol edin. Uzunluk
Ölçü, diş uzunluğunun en az %60'ı kadar olmalıdır.
4. Diferansiyeli takın ve diferansiyel yataklarını ayarlayın
diferansiyel. Diferansiyel yatak kapağı cıvatalarını 250-320 N.m (25-32 kgf.m) torkla sıkın. Diferansiyel yataklarını 37 somunla ayarlayın (bkz. Şekil 3). Somunları sıktıktan sonra, diferansiyel yatak kapakları arasındaki mesafe 0,04-0,14 mm artmalıdır. Silindirleri yataklara takmak için ayar sırasında diferansiyeli döndürün. Tahrik edilen düz dişlinin tepesi, tahrik dişlisinin tepesine göre simetrik olarak yerleştirilmelidir.
Ardından, köprüyü tamir ettikten sonra bir test standına kuruyoruz (stand aynı fabrikada geliştirildi)
URAL 4320 aracına iki atalet tipi senkronizatörlü beş vitesli, mekanik, üç milli, üç yollu bir şanzıman monte edilmiştir. İlk geri vitesin değiştirilmesi bir vites kavraması ile gerçekleştirilir. Kutunun kontrolü bir kol ile mekaniktir.
Şanzımanın bakım ve onarımı. Vites değiştirme tahriklerinin ayarlanması ve yağlanması, yağ değişimi ve karterdeki seviyesinin kontrol edilmesi, pnömatik tahrikin sıkılığının kontrol edilmesi, aşınmış senkronizörlerin ve dişlilerin değiştirilmesini içerir.
URAL 4320 arabasına 8,5 litre yağ dökülür. Tsp-15k otomotiv şanzıman yağı ile yakıt ikmali yapılması tavsiye edilir.
Kutu tezgah üzerinde test edilir.(Tezgah aynı fabrikada geliştirilmiştir.)
3. Transfer kutusu onarımı.
Transfer kutusu (Şekil 8) mekanik, iki kademeli, simetrik olmayan
| Video (oynatmak için tıklayın). |
dört lastik ped üzerine araç çerçevesine monte edilmiş metrik merkez diferansiyel Dört uydulu, güneş 30 ve taç 29 dişlileri ile planet tip diferansiyel. Güneş dişlisinden 30 gelen moment, ön aks tahrik miline 35 ve halka dişliden 29 arka aks tahrik miline 21 iletilir.














