Yarı otomatik bir cihaz için kendin yap torç onarımı
Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan yarı otomatik bir cihaz için kendin yap kaynak torcu onarımı.
0
poipoi 09 Ağu 2011
Çalışır vaziyette yarı otomatik brülörlü brülörü vardır.(+gaz zehirleri) brülör çıkarılabilir değildir - manşonuyla vücudun derinliklerine gider. Brülörü kendi başınıza değiştirmek mümkün mü? Aynı şekilde bir brülör aramak gerekli mi? veya telin çapına bakarak herhangi bir vidalayabilir misiniz?
cihaz TELWIN TELMIG 130 çok
0
22 Oca 2012
1
30 Ocak 2012
Çalışır vaziyette yarı otomatik brülörlü brülörü vardır.(+gaz zehirleri) brülör çıkarılabilir değildir - manşonuyla vücudun derinliklerine gider. Brülörü kendi başınıza değiştirmek mümkün mü?
Önce servise başvurun, ayrı ayrı ne kadara mal olduğunu söylesinler. Neden yapıştırıcı ve püskürtme uçlarına bir şey koyalım!? Ve kendin değiştirebilirsin ya da elleriniz doğru yerden büyüdü. Çünkü Bazıları tornavidayı bile tutamıyor. Ve brülörü hiç değiştiremezler.
Yarı otomatik bir kaynak makinesi, profesyonel ve ev ustaları arasında, özellikle de vücut onarımı ile uğraşanlar arasında oldukça popüler bir cihazdır. Bu birim hazır olarak satın alınabilir. Ancak invertör kaynak makinelerinin birçok sahibi merak ediyor: İnvertörü başka bir kaynakçı satın almamak için yarı otomatik bir cihaza dönüştürmek mümkün mü? Kendi elinizle bir invertörden yarı otomatik bir cihaz yapmak oldukça zor bir iştir, ancak güçlü bir arzu ile oldukça mümkündür.
Üniteyi monte etmek için aşağıdaki öğelere ihtiyacınız olacak:
invertör kaynak makinesi;
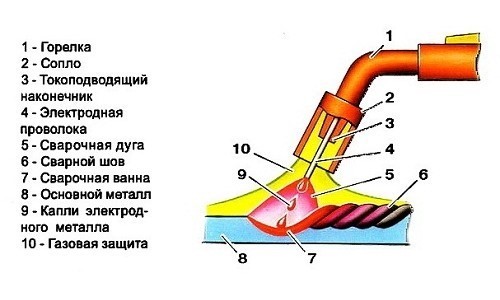
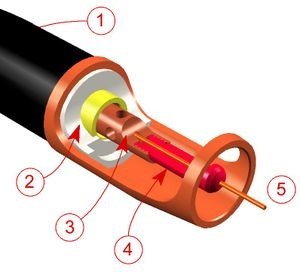
bir brülör ve içinde bir gaz boru hattının, bir tel kılavuzunun, bir güç kablosunun ve bir elektrik kontrol kablosunun geçtiği özel bir esnek hortum;
tek tip otomatik tel besleme mekanizması;
kontrol modülü ve ayrıca bir motor hız kontrolörü (PWM kontrolörü);
koruyucu gaz silindiri (karbon dioksit);
gazı kesmek için solenoid valf;
elektrot teli ile bobin.
Video (oynatmak için tıklayın).
Bir kaynak invertöründen ev yapımı yarı otomatik bir cihaz monte etmek için, ikincisi en az 150 A'lık bir kaynak akımı üretmelidir. Ancak, invertörün akım-voltaj özellikleri (CVC) uygun olmadığından biraz yükseltilmesi gerekecektir. koruyucu gaz ortamında elektrot teli ile kaynak yapmak için.
Ama bunun hakkında daha sonra. İlk önce yarı otomatik cihazın mekanik kısmını, yani tel besleme mekanizmasını yapmanız gerekir.
Besleyici ayrı bir kutuya yerleştirileceğinden bu amaç için idealdir. bilgisayar sistemi kasası. Ayrıca güç kaynağını da çöpe atmanıza gerek yok. Broş mekanizmasının çalışmasına adapte edilebilir.
İlk önce, tel makarasının çapını ölçmeniz veya kağıda özetledikten sonra bir daire kesmeniz ve gövdeye yerleştirmeniz gerekir. Diğer bileşenleri (güç kaynağı, hortumlar ve tel besleyici) yerleştirmek için makara çevresinde yeterli boşluk olmalıdır.
Tel çekme cihazı, bir arabanın ön cam silecek mekanizmasından yapılmıştır. Bunun altında, baskı silindirlerini de tutacak bir çerçeve tasarlamak gerekir. Düzen kalın kağıda gerçek ölçekte çizilmelidir.
Besleyici, konektör uygun bir yerde olacak şekilde muhafazaya kurulmalıdır.
Telin eşit şekilde beslenmesi için tüm bileşenlerin tam olarak karşılıklı olarak sabitlenmesi gerekir. Silindirler, hortum bağlantısında bulunan giriş bağlantı deliğine göre ortalanmalıdır.
makaralı kılavuzlar olarak uygun çaplı rulmanlar kullanın. Elektrot telinin hareket edeceği bir torna tezgahı kullanılarak üzerlerinde küçük bir oluk işlenir. Mekanizma gövdesi için 6 mm kalınlığında kontrplak, textolite veya dayanıklı sac kullanabilirsiniz. Tüm elemanlar, aşağıdaki fotoğrafta gösterildiği gibi temel olarak sabitlenmiştir.
Birincil tel kılavuzu olarak kullanılır eksenel olarak delinmiş cıvata. Sonuç, tel ekstrüder gibi bir şeydir. Bağlantı parçasının girişinde, bir yay ile güçlendirilmiş bir kambrik (sertlik için) takılır.
Silindirlerin sabitlendiği çubuklar da yaylıdır. Sıkıştırma kuvveti, yayın bağlı olduğu aşağıda bulunan bir cıvata kullanılarak ayarlanır.
Bobini sabitlemenin temeli küçük bir kontrplaktan veya tekstolit parçasından yapılabilir ve uygun çapta plastik bir boru kesilebilir.
Ardından, tüm bileşenler kasaya dikkatlice yerleştirilmelidir.
Kaynak yaparken iyi bir kaynak kalitesi elde etmek için telin belirli ve sabit bir hızda beslenmesini sağlamak gerekir. Silecekten gelen motor, ekipmanın besleme hızından sorumlu olduğundan, armatürünün dönüş hızını değiştirebilen bir cihaza ihtiyaç vardır. Bunun için Çin'de de satın alınabilen hazır bir çözüm uygundur ve buna denir. PWM denetleyicisi.
Aşağıda, hız kontrol cihazının motora nasıl bağlandığının netleştiği bir şema bulunmaktadır. Kontrolörün dijital ekranlı regülatörü, kasanın ön panelinde görüntülenir.
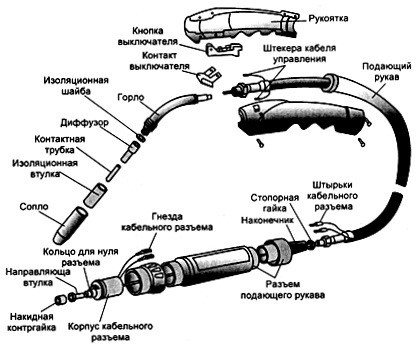
Ardından, yüklemeniz gerekir gaz vanasını kontrol eden röle. Ayrıca motorun çalışmasını da kontrol edecektir. Tüm bu elemanlar, brülör kolunda bulunan başlat düğmesine basılarak etkinleştirilmelidir. Bu durumda, kaynak yerine gaz beslemesi, tel besleme başlangıcından önce (yaklaşık 2-3 saniye) olmalıdır. Aksi takdirde, ark, elektrot telinin eriyeceği bir koruyucu gaz ortamında değil, atmosferik hava atmosferinde ateşlenecektir.
Ev yapımı bir yarı otomatik cihaz için bir gecikme rölesi, 815. transistör ve kapasitör temelinde monte edilebilir. 2 saniyelik bir duraklama elde etmek için 200-2500 uF kapasitör yeterli olacaktır.
Solenoid kapatma valfi hareketli parçaların çalışmasına engel olmayacağı herhangi bir yere yerleştirilir ve şemaya göre devreye bağlanır. GAZ 24'ten bir hava valfi kullanabilir veya yarı otomatik cihazlar için tasarlanmış özel bir valf satın alabilirsiniz. Valf, brülöre otomatik koruyucu gaz beslemesinden sorumludur. Yarı otomatik brülör üzerinde bulunan başlat düğmesine bastıktan sonra yanar. Bu elemanın varlığı, gaz tüketiminden önemli ölçüde tasarruf sağlar.
Ayrıca, kasadaki tüm düğümleri kurduktan sonra, yarı otomatik kaynak için invertöre bağlantı çalışmaya hazır olacaktır.
Ancak daha önce belirtildiği gibi, inverterin akım-voltaj özellikleri (CVC), yarı otomatik cihazın tam çalışması için uygun değildir. Bu nedenle, yarı otomatik ön ekin bir invertör ile birlikte çalışması için elektrik devresinde küçük değişiklikler yapılması gerekir.
Bir inverterin I-V karakteristiğini değiştirmek için birçok şema vardır, ancak bunu yapmanın en kolay yolu aşağıdaki gibidir:
kullanarak cihazı monte edin floresan lambadan gaz kelebeği aşağıdaki şemaya göre;
monte edilmiş cihazı bağlamak için, aşağıdaki şemaya göre başka bir blok monte etmeniz gerekecektir;
Eviricinin aşırı ısınma sensörünü tetiklemesini önlemek için, aşağıdaki şemada gösterildiği gibi bir optokuplörün (paralel olarak) lehimlenmesi gerekir.
Ancak inverterde kaynak akımı kontrol edilirse bir şant ile, ardından aşağıda gösterildiği gibi üç direnç ve bir mod anahtarından oluşan basit bir devre kurabilirsiniz.
Sonuç olarak, bir kaynak invertörünün yarı otomatik bir cihaza dönüştürülmesi, halihazırda tamamlanmış bir üniteden 3 kat daha ucuza mal olacaktır. Ancak elbette, cihazın kendi kendine montajı için radyo işinde belirli bilgilere sahip olmanız gerekecektir.
Yarı otomatik kaynak makineleri basit ve güvenilir tasarımlardır. Ancak sonsuz bir şey yoktur, en kaliteli mekanizmalar bile başarısız olabilir, ana nedenler çalışma kurallarının ihlali olabilir.
Yarı otomatik kaynak cihazı.
Çoğu zaman, yarı otomatik kaynak makinesinin arızaları, ekipmanın en zayıf noktalarında meydana gelir. Bu mekanizmada, böyle bir yer, kaynak kablolarının bağlı olduğu markalı bir bloktur. Artan kaynak akımı ile birlikte zayıf temas durumunda, bağlantıların ve buna bağlı kabloların aşırı ısınması meydana gelebilir. Bu, bağlantının tahrip olmasına neden olur, daha sonra sargıların uçlarındaki yalıtım tabakasını yakar ve kısa devre meydana gelebilir.
Bu durumda, tüm elemanların kontaklarına iyi bir uyum sağlamak için ısıtılan bağlantılar sıralanır, kontaklar ve kelepçeler temizlenir. Başka arızalar da meydana gelebilir.
Yarı otomatik bir kaynak makinesinin işi.
Bu durumda, ağa bağlandığında, koruyucu eleman tetiklendiğinden kendiliğinden bir kapanma meydana gelir. Bu tür problemler çoğunlukla yüksek voltaj devresini kapatma sürecinde ortaya çıkar. Genellikle kabloları ve kasayı veya kabloların kendisini kapatırlar. Bobin dönüşleri veya manyetik devrenin elemanları arasındaki kısa devre nedeniyle koruma çalışabilir.
Onarım gerekliyse, kaynak makinesini şebekeden ayırın, sorunun kaynağını bulun ve düzeltin - bu, yalıtımın eski haline getirilmesi, kapasitörün değiştirilmesi ve diğer olası arızalar olabilir.
Bu tür bir soruna çoğunlukla ekipmanın aşırı ısınması eşlik eder. Birkaç faktör olabilir:
manyetik iletken elemanları sıkan cıvatalar gevşetilir;
çekirdek ekinde veya bobinleri hareket ettirme mekanizmasında kırılma;
ekipman aşırı yüklenmesi (kaynak makinesi oldukça uzun süre çalıştı, en yüksek akım göstergeleri, büyük bir elektrot kesiti).
Cihaz, kaynak kabloları veya manyetik devre elemanları kısa devre yaptığında da güçlü bir şekilde vızıltı yapabilir. Böyle bir arıza oluştururken, tüm bağlantı elemanlarının kontrol edilmesi ve gerekirse sıkılması, çekirdek sabitleme mekanizmasındaki arızaların giderilmesi, kaynak kablolarının kontrol edilmesi ve yalıtılması gerekir.
Yarı otomatik brülör cihazı.
Çoğu zaman, bu tür ihlaller çalışma kurallarına uyulmamasından kaynaklanır - kaynak akımının ayarlanması izin verilen sınırları aşıyor, çok büyük elektrotlar kullanılıyor ve kaynak makinesinin çalışma süresi (gerekli bir kesinti olmadan) da ihlal ediliyor. . Bu tür sorunlar ortaya çıkarsa, bu cihaz için izin verilen moda uymanın yanı sıra, işten ara vererek cihazı soğutmak gerekir.
Aşırı ısınma, bobin sargılarının kısa devre yapmasına neden olur - bunlar, dumana bile yol açan yalıtım tabakasının yanmasının sonuçlarıdır. Bu, cihazın yanabileceği en ciddi arıza olarak kabul edilir. Bu olursa, bobinlerdeki kabloların yalıtım katmanını eski haline getirmek gerekir, ancak tam bir geri sarma olmadan yapamazsınız. Geri sararken, önceki bölümün ve aynı sayıda dönüşe sahip bir tel kullanılmalıdır.
Ve küçük bir kaynak akımı göstergesi varsa? Bu arızalar, güç kaynağı ağlarının voltajındaki bir düşüş veya cihaza akım sağlayan regülatörün arızalanması ile ilişkilidir.
Kaynak makinesinin akımı düzenlenmezse, mekanik akım ayarının arızalanmasından benzer bir sorun ortaya çıkar.
Her modeldeki regülatörler farklı bir modifikasyona sahiptir. En sık olarak, regülatör vidalarında, sıkıştırma elemanlarında, jikle bobini kısa devre yaparsa ikincil bobinlerin düzensiz hareketliliği ve ayrıca döküntü veya yabancı cisimlerin girmesi ile ilgili sorunlar ortaya çıkar.Bu durumda, kasa çıkarılmalı ve tüm kontrol mekanizmalarını incelemek gerekir.
Çalışmaya devam etme olasılığı olmadan arkın kendiliğinden kesilmesi. Böyle bir arıza ile ark yerine sadece kıvılcımlar belirir. Bu, kaynak tellerinin kısa devresinden yüksek voltaj sargısında bir arıza olması durumunda, tellerin cihazın terminallerine bağlantısı koptuğunda olur.
Yüksüz ağda aşırı akım tüketimi. Böyle bir sorun, yalıtımın eski haline getirilmesi veya kaynak bobinindeki sargının tamamen değiştirilmesiyle ortadan kaldırılabilen sargı dönüşlerinin kısa devresi nedeniyle ortaya çıkabilir.