Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan 2n125 delme makinesinin kendin yap onarımı.
Dikey delme makinesi modelleri 2N125, 2N135, 2N150, 2G175 üreticisi - Sterlitamak Takım Tezgahı Fabrikası, OOO NPO Stankostroenie1941 yılında kurulmuştur.
Sterlitamak Takım Tezgahı Fabrikasının tarihi, Odessa Takım Tezgahı Fabrikasının Sterlitamak şehrine tahliyesinin başladığı 3 Temmuz 1941'de başlar.
Zaten 11 Ekim 1941'de Sterlitamak Takım Tezgahı Fabrikası savunma sanayii için özel agrega makineleri üretmeye başladı.
Şu anda tesis, CNC torna ve freze makineleri, çok işlevli işleme merkezleri, metal işleme ve kesme aletleri dahil olmak üzere metal işleme ekipmanları üretmektedir.
25 mm nominal delme çapına sahip üniversal dikey delme makinesi 2H125, tek ve küçük ölçekli üretime sahip işletmelerde kullanılır ve aşağıdaki işlemleri gerçekleştirmek için tasarlanmıştır: delme, raybalama, havşa açma, havşa açma, raybalama ve bıçaklarla düzeltme.
İş milinin devir ve ilerleme sayısının sınırları, rasyonel kesme koşullarında çeşitli tipteki deliklerin işlenmesine izin verir.
kronoloji 25 mm'ye kadar delme çapına sahip 2125 serisi dikey delme makineleri fabrikası tarafından üretim:
- 2125 - 1945'ten 1950'ye kadar üretilen bir dizi dikey delme makinesinin ilk modeli.
- 2A125, 2A125A, 2A125K - Serinin aşağıdaki modelleri 1950'den 1965'e kadar üretildi.
- 2N125, 2N125A, 2N125K, 2N125F2 - 1965'ten 90'ların başına kadar üretilen serinin en popüler ve toplu modeli
- 2S125, 2S125-01, 2S125-04 - serinin en son modelleri. 2014 yılında üretim dışı
| Video (oynatmak için tıklayın). |
İş döngülerinin manuel kontrolü ile iş milinin mekanik beslemesinin makinelerinde bulunması.
Yüksek karbonlu ve yüksek hız çeliklerinden ve sert alaşımlardan yapılmış aletler kullanılarak çeşitli malzemelerden çok çeşitli ebatlarda parçaların işlenmesine olanak sağlar.
Makineler, ana hareketin elektrik motorunu tersine çevirmek için bir cihazla donatılmıştır; bu, mil manuel olarak beslendiğinde makine kılavuzlarıyla diş açılmasına olanak tanır.
GOST 15150-69'a göre yerleştirme kategorisi 4.
Geliştirici, Özel Takım Tezgahlarının Odessa Özel Tasarım Bürosu'dur.
Farklı çaplardaki deliklerin işlenmesi için temel dikey delme makineleri kullanılır: 2H125. Her model numarasının son iki hanesi, bu makinede 45 çelik boşlukta delinebilecek mm cinsinden en büyük delik çapını gösterir.
Takım tezgahlarının yukarıdaki temel modellerine dayanarak, aşağıdaki değiştirilmiş modeller oluşturulmuştur:
2H125A – otomatik kontrollü dikey delme makineleri (kontrol, önceden yapılandırılmış kamlar ve düğmeler kullanılarak gerçekleştirilir);
2N125K - dikey delme makinelerini çapraz tabla ile koordine edin;
2Н125С - çok milli kafaları monte etmeye yarayan, flanşlı uçlu özel tek konumlu dikey delme makineleri;
2H125H - çok milli kafaları ve döner tablaları monte etmek için tasarlanmış çok konumlu delme makineleri;
2N125F2 – Çapraz tablalı ve taretli, vb. CNC delme makineleri.
- 2T125, 2T140, 2T150 - üretici: Gomel Takım Tezgahı Üniteleri Fabrikası
- 2AC132, 2AC132-01 - üretici: Astrakhan Takım Tezgahı Fabrikası
- 2L125, 2L132, 2L135, LS25, LS35 - üretici: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - üretici: Molodechno takım tezgahı fabrikası
2H125 delme makinesinin çalışma alanının çizimi
Delme makinesinin fotoğrafı 2H125
2H125 delme makinesinin ana parçalarının yeri
- Delme makinesi tahriki - 2Н125.21.000
- Makinanın Şanzıman - 2Н125.20.000
- Yağ piston pompası - 2H125 makinesi için 2H125.24.000
- Yağ pistonlu pompa - 2Н135.24.000
- Besleme kutusu - 2Н125.30.000
- Sütun, masa, soba - 2Н125.100.000
- Hız ve besleme kontrol mekanizması - 2Н125.25.000
- Elektrik dolabı - 2Н125.72.000
- Elektrikli ekipman - 2Н125.94.000
- Mil montajı - 2Н125.50.000
- Makine soğutma sistemi - 2Н125.80.000
- Delme kafası - 2Н125.40.000
2H125 delme makinesi için kontrollerin konumu
- Plaka - “Doldurma” soğutma sıvısı
- Plaka - "Boşaltma"
- Soğutma başlatma valfi
- + 19 Cıvata tabla kamasını ve matkap kafasını ayarlamak için
- Masa seyahat kolu
- Masa kelepçesi ve matkap başlı vidalar
- Plaka - “Topraklama”
- giriş anahtarı
- Etiket - “Ana Anahtar”
- Sinyal düğmesi MAKİNE AÇIK
- Milin doğru dönüşünü açmak için düğme
- Milin sol dönüşünü açmak için düğme
- Hızları ve beslemeleri değiştirirken milin sallanma hareketini açmak için düğme
- Vites topuzu
- Durdurma düğmesi
- Plaka - “Hız”
- İşaret - "Hızı yalnızca durduğunuzda değiştirin"
- Masa kelepçesi ve matkap başlı vidalar
- Tabla kamasını ve matkap kafasını ayarlamak için +4 Cıvata
- Plaka - “İlerleme, devir başına mm”
- Besleme vites kolu
- Manuel besleme etkinleştirme düğmesi
- Besleme mekanizması el çarkı
- İşlem derinliğini saymak için uzuv
- Işık anahtarı
- Plaka - “Soğutma”
- Soğutucu pompa anahtarı
- Derinlik ayar kamı
- Kesilecek ipliğin derinliğini ayarlamak için kam
- Belirtilen diş derinliğine ulaşıldığında ana tahrikin otomatik tersine çevrilmesi kolu
- Önceden belirlenmiş bir çalışma derinliğine ulaşıldığında güç besleme kesme kolu
- Delme kafasının manuel hareketi için kare
2H125 delme makinesinin kinematik diyagramı
2H125 delme makinesindeki grafik sembollerin listesi
2H125 delme makinesinin dişli kutusunun çizimi
Şanzıman ve sürücü. Şanzıman, hareketli bloklar 5 (Şekil 7), 7, 8 kullanarak iş miline 12 farklı dönüş hızı bildirir. Şanzıman mili destekleri iki plakaya yerleştirilir - üst ve alt 4, dört kuplör 6 ile birbirine sabitlenir. bir elastik kaplin 10 ve dişli 9 vasıtasıyla dikey olarak yerleştirilmiş bir elektrik motoru tarafından rotasyona sürülür. Kutunun son mili 2 - manşon - içinden dönüşün iletildiği yarıklı bir deliğe sahiptir.
Dişli çifti 3 aracılığıyla dönüş, besleme kutusuna iletilir.
Şanzımanın ve delme kafasının tüm montaj birimlerinin yağlanması, alt plaka 4'e monte edilmiş bir dalgıç pompadan gerçekleştirilir. Pompanın çalışması, alt motorun ön tarafındaki özel bir yağ göstergesi ile kontrol edilir. tabak.
Bir delme makinesi 2H125'in hızları ve beslemeleri için kontrol mekanizması
Bir delme makinesi 2H125'in hızlarını ve beslemelerini değiştirme mekanizması
Hızları ve beslemeleri değiştirmek için mekanizma. Anahtarlama hızları, çevre boyunca dört konuma ve eksen boyunca üç konuma sahip olan tutamak 2 (Şekil 8) tarafından gerçekleştirilir, beslemelerin değiştirilmesi, 2H135 ve model makineler için çevre boyunca üç konuma sahip olan tutamak 3 tarafından gerçekleştirilir ve 2H150 için dört ve eksen boyunca üç konum. Kulplar, delme kafasının ön tarafında bulunur. Dahil edilen hızların ve ilerlemelerin geri sayımı plaka 1 ve 4'e göre yapılır.
2H125 delme makinesinin besleme kutusunun çizimi
Vites kutusu. Mekanizma ayrı bir yuvaya monte edilir ve delme kafasına monte edilir. İki adet üçlü dişli bloğu hareket ettirilerek 2H125, 2H135 makinelerinde dokuz farklı besleme ve 2H150 makinesinde on iki besleme gerçekleştirilir. 2N125 ve 2N135 makinelerinde, besleme kutuları yalnızca 2N125 makinesinde 1 dişlilerinden (Şek. 9), 2N125, 2N135 makinelerinde - 2, 3 - dişlilerinden oluşan tahrikte farklılık gösterir.Besleme kutusu, besleme mekanizması solucanının üst desteğinin deliğine monte edilmiştir. Kutunun son miline, dönüşü solucana ileten bir kavrama 4 yerleştirilmiştir.
2H125 delme makinesinin delme kafasının çizimi
Matkap kafası makinenin tüm ana montaj birimlerinin monte edildiği kutu kesitli bir dökümdür: bir dişli kutusu, bir besleme kutusu, bir mil, bir besleme mekanizması, bir mil karşı ağırlığı ve bir dişli ve besleme değiştirme mekanizması.
Besleme mekanizmasıSonsuz dişli, kremayer ve pinyonlu yatay bir şaft, bir kol, bir kam ve cırcır taşma kavramaları, bir el çarkından oluşan sondaj kafasının ayrılmaz bir parçasıdır.
Besleme mekanizması, besleme kutusundan tahrik edilir ve aşağıdaki işlemleri gerçekleştirmek üzere tasarlanmıştır:
- aletin parçaya manuel yaklaşımı;
- çalışma beslemesini açmak;
- manuel besleme ilerlemesi;
- çalışma beslemesini kapatmak;
- milin manuel olarak yukarı çekilmesi;
- diş açmada kullanılan manuel besleme.
Besleme mekanizmasının çalışma prensibi aşağıdaki gibidir: volan 14 (Şekil 10) döndüğünde, kam kavraması 8 kendi kendine döner, bu da kremayerin pinyon milini 3 ve pinyonu manşon-yarım kavrama 7 içinden döndürür. , ve iş mili manuel olarak beslenir. Alet parçaya yaklaştığında, dişli şaftı 3 üzerinde, kam kavramasının 8 dişleri tarafından iletilmeyen bir tork meydana gelir ve yarım kavrama 7, parça 7 ve 8'in kamlarının uçları durana kadar mil boyunca hareket eder. birbirine karşı. Bu anda, kam kavraması 8, parça 8'deki bir oluk ve bir pim 10 ile sınırlanan 20 ° 'lik bir açıyla dişli miline 3 göre döner. Çift taraflı bir cırcır diski 6 tutucuya oturur - yarım -debriyaj 7, mandallar 13 ile yarım kavramaya bağlanır. Tutucu-yarım kavrama 7 hareket ettirildiğinde, diskin 6 dişleri, sonsuz dişli çark 5 ile bütünleşik diskin dişleriyle birleşir. solucan kremayer ve pinyona aktarılır ve mil mekanik olarak beslenir. Besleme açıkken direksiyon simidinin (14) daha fazla döndürülmesiyle, tutucu-yarım bağlantıda (7) oturan mandallar (13) diskin (6) iç tarafının dişlerinin üzerinden kayar; mekanik beslemede manuel bir ilerleme vardır.
Besleme, volan 14 tarafından manuel olarak açıldığında (20 ° 'lik bir açıyla kendisine doğru döndürüldükten sonra), kavrama dişi 8, yarım debriyajın 7 boşluğuna karşı durur. Eksenel kuvvet ve özel bir yay sonucu. 12'de, yarım kavrama 7 sağa kayar ve dişli diskleri 5 ve 6 serbest bırakır; mekanik besleme durur.
Besleme mekanizması, iş milinin manuel olarak beslenmesini sağlar. Bunu yapmak için, el çarkı 14 ile mekanik beslemeyi kapatın ve kapağı 9 dişli milinin 3 ekseni boyunca sizden uzağa doğru hareket ettirin. Bu durumda pim II, torku kam kavramasından 8 yatay mile iletir. Kol 4, işleme derinliğinin görsel olarak okunması ve kamların ayarlanması için delme kafasının sol duvarına monte edilmiştir.
Delme kafasının kılavuz kolonlar boyunca manuel olarak hareket ettirilmesi için bir sonsuz çift 2 ve bir raf çifti I'den oluşan bir mekanizma vardır. Besleme mekanizmasını kırılmaya karşı korumak için bir emniyet kavraması 15 vardır. Somun 16 ve vida 17 yay karşı ağırlığını ayarlamak için kullanılır.
Dikey delme makinesi 2H125'in mil montajı
Mil 2 (Şekil 11) ikiye monte edilmiştir. Eksenel besleme kuvveti alt baskı yatağı tarafından algılanır ve aletin vuruntu kuvveti üst baskı yatağı tarafından algılanır. Yataklar, bir raf çifti yardımıyla eksen boyunca hareket eden manşon 3'te bulunur. Mil yatakları somun 1 kullanılarak ayarlanır.
Aleti çıkarmak için mil kafasında özel bir cihaz kullanılır. Mil el çarkı tarafından kaldırıldığında nakavt meydana gelir. Cihazın tutucusu, delme kafasının gövdesine ve eksen etrafında dönen kol 4'e dayanır; aracı çıkarır.
2H125 delme makinesinin elektrik devresi
Makinenin elektrik devresinin tanımı
Giriş makinesi B1'i açarak ana ve yardımcı devrelere voltaj uygulanır, sinyal lambası yanar.Soğutma ve aydınlatma gerekiyorsa ilgili anahtarlar “AÇIK” konumuna ayarlanır. Kn2 “SAĞ” düğmesine basıldığında, marş bobini P1 güç alır, milin doğru dönüşü için ana kontaklar M1'i açar. Yardımcı kontaklar P1 aracılığıyla, elektrikli pompa M2 ve gecikme rölesi P12'yi içeren P5 başlatıcısı açılır.
KNZ “SOL” düğmesine basıldığında, marş motoru P1, elektrik motoru M1, C3 kondansatörünün deşarjından sonra P12 rölesi kapatılır, P12 rölesinin (28-26) kontakları kapanır ve P2 marş motoru ve M1 sola dönüş için açılır. Röle P12 tekrar açılır.
Otomatik geri viteste, bu anahtarlamalar, mikro anahtar B4 uzuv üzerine monte edilmiş bir kam tarafından çalıştırıldığında meydana gelir.
Durdurma, P1 veya P2, P5 başlatıcıları kapatılırken M1, M2 kapatılarak Kn1 “STOP” düğmesine basılarak gerçekleştirilir. P12 (7-9) rölesinin kontakları aracılığıyla, P11 rölesi açılır, ardından P3 ve P4 başlatıcılarının aktivasyonu yapılır. Elektrik motorunun M1 sargıları, D1, D2 redresörleri aracılığıyla Tr2 transformatörüne bağlanır, dinamik frenleme meydana gelir. C1, C2 kondansatörünün deşarjından sonra, P3, P4 ve M1 starterlerini fren devresinden ayıran P11 rölesi kapatılır.
Hız değiştirirken, dişliler geçmezse, elektrik motorunun rotorunun kademeli dönüşü kullanılır. Kn4 “CRANK” düğmesine basılarak, P4 marş motoru açılır, 1C2-1CЗ fazlarından azaltılmış bir doğrultulmuş voltaj akar. P2 direnci sayesinde, P11 rölesi gecikmeli olarak açılır, P4 marşını kapatır ve P3'ü açar - voltaj 1C1-1C2 fazlarından akar. Bu tür bir anahtarlama, anahtarlama hızlarını kolaylaştıran rotor ve kinematiğin sallanmasını sağlar.
Aşırı yük koruması için termik röleler kullanılır. Sıfır koruma için - manyetik yol vericilerin bobinleri ve kontakları.
Sayfalar 1 2 3 Sonraki
Cevap göndermek için giriş yapmalı veya kayıt olmalısınız.
- Jedi şövalyesi
- Neresi: Kostroma
- Kayıt: 23-05-2011
- Gönderiler: 1,010
Demirli metalden bir sondaj makinesi kurtardı. Çok iyi sökmedim, temizledim, yağladım, ağa bağladım, prensipte her şey çalışıyor ama bir nokta var. Otomatik besleme açıldığında havadaki mil normale döner, metale girmeye başlar başlamaz besleme kapatılır. Farklı hız kombinasyonları denedim, sonuç aynı.
Ahşabı delerken böyle bir sıkıntı olmaz.
Termal ceket var ama şimdilik kesiliyor. Sorun elektrikte değil diyorum, döndürme ve indirme için bir motor var, artık konvansiyonel bir makine üzerinden direkt 380v'ye bağlı. Dönme durmaz, sadece indirme durur.
Sihirli blackmetal. 
Bir sır değilse, kurtuluş ne kadar ayakta kaldı?
Henüz emin değilim, kişi 25 r / kg belirtti, makine henüz tartılmadı, ancak internette yaklaşık 600 kg ağırlığında.
Ve gerçekten büyülü, şimdi bu tür bir para için değerli bir şey satın alamazsınız. Benzer bir şey birçok kez daha pahalıya mal olacak.
Ondan önce 15 tr'ye tam çalışan bir torna tezgahı aldım. ulaşım dahil. ağırlığı 1.3 tondur)
Ondan önce 15 tr'ye tam çalışan bir torna tezgahı aldım. ulaşım dahil. ağırlığı 1.3 tondur)
Gerçek dışı şans. Sadece gerçek dışı.
Bu sık sık olur mu? Bu konulardaki durumu bir şekilde izlemek istiyorum. Nasıl, onu bile bilmiyorum.
Bütün bunları garaj atölyenize mi kuruyorsunuz?
- PVS
- Jedi Ustası

- Neresi: Sverdlovsk
- Kayıt: 15-06-2011
- Gönderiler: 14,334
Bu yüzden manuel olarak yapmanız gerekir.
- Jedi şövalyesi
- Neresi: Kostroma
- Kayıt: 23-05-2011
- Gönderiler: 1,010
Bu yüzden manuel olarak yapmanız gerekir.
Ondan önce 15 tr'ye tam çalışan bir torna tezgahı aldım. ulaşım dahil. ağırlığı 1.3 tondur)
Gerçek dışı şans. Sadece gerçek dışı.
Bu sık sık olur mu? Bu konulardaki durumu bir şekilde izlemek istiyorum. Nasıl, onu bile bilmiyorum.
Bütün bunları garaj atölyenize mi kuruyorsunuz?
Bunlar farklı yerlerden gelen şeyler. Sadece tesadüf.
Hayır, metal imalathanem var. Bir oda kiralarım.
daha önce birkaç makineli bir oda kiralamıştı.Bir şeyi geri almak istedim, geri vermediler, şimdi hepsi sokakta kaldı ama yine de bir şey vermiyorlar.
yine de bir şey verme
Beceriksiz bir yöneticinin tüm özü. İşemek için böyle bir araç. Sadece kiralamayı biliyorlar ve bundan para kazanıyorlar. Ve mevcut ekipmanın üstesinden gelmek için akıl yeterli değil.
YouTube'u izliyorum, Ufa'da aynı saçmalık, gerçek bir dofigaya mal olan eski makine tezgahlı fabrika. Metal fiyatına kullanabilirsiniz. Sadece nakliye pahalı olacak, sanırım. Gerekirse size orada çalışan / usta / blog çeken bir muhatap vereceğim.
Sadece torna tezgahları değil, aynı zamanda şiddetli tonlar için bir pres gibi çok özel olanlar da var. Tam olarak hatırlamıyorum. Ayrı bir odaya büyük bir kemer yığını atıldı.
Tabii ki bilmiyorum, ama neden bu beslemeye ihtiyacınız var? Benimkini hiç kullanmadım. Sonsuz bir sorunu var, yağlama. Yağlamanız akmıyor ve buhar yapmıyorsa: mil - tüy oynama olmadan, iyi şanslar.
Sayfalar 1 2 3 Sonraki
Cevap göndermek için giriş yapmalı veya kayıt olmalısınız.
1 numaralı mesaj Alex72 » 02 Ocak 2018, 12:43
Mesaj #2 SIRA » 02 Ocak 2018, 12:48
Mesaj #3 salnik1970 » 02 Ocak 2018, 13:20
4 numaralı mesaj vanek-in1 » 02 Ocak 2018, 17:12
Mesaj #5 makinist » 02 Ocak 2018, 18:16
Mesaj #6 salnik1970 » 02 Ocak 2018, 21:09
7 numaralı mesaj Alex72 » 03 Ocak 2018, 13:01
Teşekkürler ! Söylemek. Yan kapağı açmak için hangi taraf daha iyidir? Bu bahara yaklaşmak için daha iyi ne olurdu
2 dakika 31 saniye sonra gönderildi:
Mesaj #8 salnik1970 » 03 Ocak 2018, 13:41
Mesaj #9 vanek-in1 » 03 Ocak 2018, 13:42
Mesaj #10 Alex72 » 06 Oca 2018, 01:56
Bugün uzuv tarafından açıldı. Flanşı çıkardı. İki cıvata ile ona bağlı. Bir çeşit yay mekanizması. bir boyunduruk ile. Güneş dişlisi flanşta kaldı. Küçük bir dişli içerir. Direksiyon simidinin milinde olan. Manuel bir tüy içinde yükseltilmiş. Destek ve her şeyi topladı. Tüy düşmez. İyi. Ama asla zirveye geri dönmez.
Okuyorum. dolapta ne var. . Anladığım kadarıyla. Tüy kalemi geri döndürmek için yük taşıyan bir zincir var.
Ve başka bir soru: Bana 125ki direksiyon simidi üzerindeki kapağın cihazını söyle. Ben kaybettim.
Kendin yapmak ne kadar zor?
2 dakika 53 saniye sonra gönderildi:
Küçük bir hikaye. Bir süre yüksek basınçlı yakıt pompalarının (yüksek basınçlı yakıt pompalarının) onarımı için bir atölyede çalıştım ve ikinci katta terk edilmiş bir matkap, yani bir sondaj makinesi vardı. Sahibi onu cehenneme götürdü ve ona göre "yeterli bir yedek" satın aldı. Ona ne olduğunu sorduğumda, tüyün dövüldüğünü ve artık delmesinin mümkün olmadığını söyledi.
Makinenin etrafında dolaşırken, sahibinin benim için neyse ki dolu olduğunu fark ettim.
aptal yanılıyordu ve sorun yataklarda. Ancak ona bundan bahsetmedim, ancak bu “çöpü” ondan hurda fiyatına satın almayı teklif ettim, aslında çabucak kabul etti. Böylece, 60'ların sonunda, yaklaşık 150 kilogram ağırlığında, sütunu döküm, tek parça, tüylerde 2 numaralı Mors konik ve bir kilovatlık motor olan bir sondaj makinesinin gururlu sahibi oldum. Kısacası oldukça küçük bir sanayi makinesi.
Hemen yarı kamyonlu bir arkadaşımı aradım ve kimse fikrini değiştirmeden, daha sindirilebilir parçalara ayırıp arabaya yükledik ve evime, balkon atölyeme getirdik.

Ardından, çöpte ölen yatakları bastırarak makinenin daha ayrıntılı bir şekilde sökülmesi geldi:

Bunu takip etti: her şeyi eski gresten temizlemek, eski boyayı temizlemek, rulmanları yeni kapalı tip rulmanlarla değiştirmek (üreticiden gelen gresle tıkanmış).



"Temiz şapka" - kemerlerin koruyucu kılıfı:

Quill montajı zaten yeni rulmanlarla:

Paralel olarak, makinenin macunlanması ve boyanması gerçekleştirildi:



Son parçalar yıkanır, daha estetik bir görünüm için kulplara ısı büzüşmeleri konur, gres (grizz) alınır ve her şey son montaja hazır hale gelir:



Yavaş yavaş her şey yerine oturuyor:

Bu süreçte eski üç fazlı motorla yıkanmama kararı alındı, evde hala üç fazım yok, bu yüzden yeni bir kilovat gücünde motor elde edildi ve bir adaptör işlendi. Kasnak, yeni motorda hak ettiği yere çekildi:

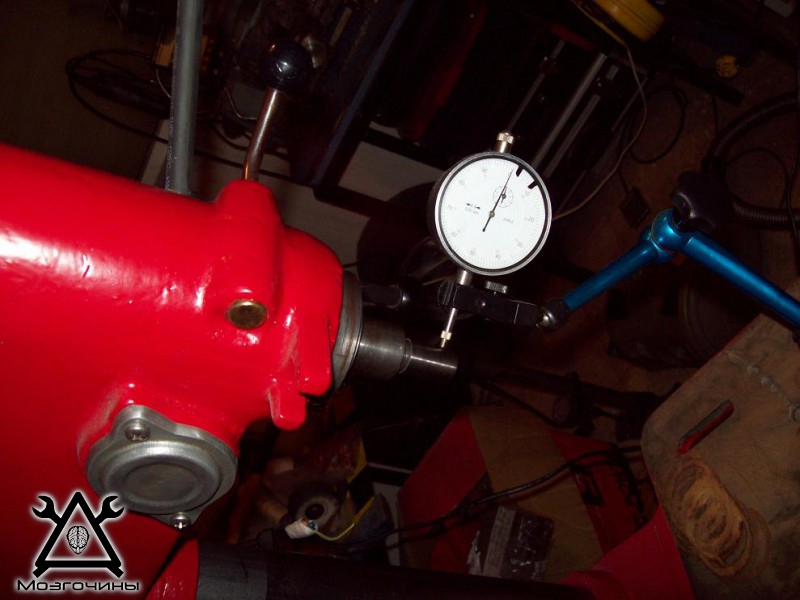
Tüy onarımının veya daha doğrusu yatakların değiştirilmesinin sonuçlarını kontrol etmenin ve ortaya çıkan vuruşlara bakmanın güzel olacağını hatırlayarak, yapmaya çalıştım. Ve - ah, bir mucize! - rulman seçerken doğruluk sınıfını takip etmememe rağmen, sonuç tüm beklentileri aştı, radyal salgı 0,01 oldu:
Son olarak, son birkaç küçük şey - ve makine zaten yerinde:


Ve en sonunda - küçük bir merak. Makine mükemmel, hassas, güçlü çıktı, ancak bir sorun var: DİĞER TARAFTA, yani sola DÖNÜYOR
Hikayenin ahlaki şudur: ekipmanı yenilerken çok fazla bira içmeyin. Yüz kere fırlattım, büktüm, tükürdüm ve ters yönde dönmesine ASLA dikkat etmedim (muhtemelen kartuş olmadığı için ama yuvarlak eksende görünmüyor). Ama önemli değil. Motoru çalıştırdıktan sonra, kolayca tersine çevirmenin mümkün olmayacağını anladım ve üzerine tükürerek bir dizi “sol” matkap aldım, birkaç yıldır kullanıyorum ve bir fil kadar mutluyum

- Kendin Yap steampunk madalyonu - 16.12.2016
- Steampunk çakmak – 08/12/2016
- Başka bir Steampunk flash sürücü - 28.07.2016
- Steampunk flash sürücü - 07/12/2016
- Elektrikli eğimli scooter – 18/06/2016
- Elektrikli scooter için gösterge paneli – 06/04/2016
- Mini kubotan, şişe açacağı, anahtarlık – 05/12/2016
- Mini çekiç - 30/04/2016
- Buji şeklinde flash sürücü - 25.04.2016
- Bisikletçiler için Kolye – video – 18.04.2016
- Tekerlekli sandalyeye elektrikli bağlantı - 07/09/2014
- Elektrikli çevrimler için LED farlar – 25.06.2014
- Nükleer Sonrası Lamba - 24.06.2014
- Elektrikli bisikletler için LED farlar – 22.06.2014
- Mermer kenar işleme makinası – 21.06.2014
Dönüş yönünü değiştirmek mümkün mü? Bildiğim kadarıyla, yalnızca sargıları lehimli uçlarla bir “üçgen” ile bağlarken dönüş yönünü değiştirmek sorunludur. Diğer tüm durumlarda mümkündür.
Sınıf. Restorasyon ile daha fazla makale olacak mı?
Resim bulursam küçük bir torna ile ilgili bir tane daha olacak :)
Resimlere baktım, hayır, bu tam bir kabus, onlarda hiçbir şey görünmüyor, başka projeler de olacak.
Her faz kolayca tersine çevrilemez, benimkilerde sargılara ulaşmak için tamamen sökmeden yapmak imkansız, sadece buhar banyosu yapmamaya karar verdim.
Makine 4 yıldır çalışıyor ve herhangi bir şikayet yok, solak matkaplar genellikle CNC makinelerinde kullanılıyor ve bu nedenle ağır yükler için tasarlandıkları için çok daha kaliteli.
Bir atölye elbette mümkün ama onun yanında onlarca makale var.
Sadece hangi bölümde yayınlayacağınızı düşünmeniz gerekiyor.
Bakalım, örneğin bir araç setinde ayrı bir konunun olması daha iyi.
Süper. Sonraki gönderi atölyenizi gönderin. Herkes zaten takdir etti ve iş yerinizi görmek istiyor. Bence sayılacak.
Tarayıcınız tuvali desteklemiyor.





Üniversal dikey delme makineleri 2H125, 2H135, 2H150, tek ve küçük ölçekli üretim yapan işletmelerde kullanılır ve şu işlemleri yapmak üzere tasarlanmıştır: delme, raybalama, havşa açma, havşa açma, raybalama ve bıçaklarla düzeltme.
İş döngülerinin manuel kontrolü ile makinelerde mekanik bir mil beslemesinin varlığı, yüksek karbonlu ve yüksek hız çeliklerinden ve sert alaşımlardan yapılmış aletler kullanılarak çeşitli malzemelerden çok çeşitli boyutlarda parçaların işlenmesine izin verir.
Makineler, ana hareketin elektrik motorunu tersine çevirmek için bir cihazla donatılmıştır; bu, mil manuel olarak beslendiğinde makine kılavuzlarıyla diş açılmasına olanak tanır.
GOST 15150-69'a göre yerleştirme kategorisi 4.
Kinematik şema
2H125, 2H135 makinelerinin kinematik diyagramı Şekil 5'te gösterilmiştir.
Kinematik şemaların basitliği nedeniyle açıklamaları verilmemiştir.
Not.Tabla hareket zinciri her üç makine için de aynıdır.
Besleme zinciri 2125 ve 2H135 makineleri için aynıdır.
Sütun, masa, soba
Makinenin kolonu demir dökümdür. Delme kafası ve tabla, kırlangıç kuyruğu sütun kılavuzları boyunca manuel olarak hareket ettirilir. Makine tablasında üç T-yuvası vardır. Temel levhasına bir elektrikli pompa monte edilmiştir ve levhanın içinde soğutma sıvısı için bir karter bulunan bir tank vardır.
Şanzıman ve sürücü
Şanzıman, hareketli bloklar 5 (Şekil 7), 7, 8 yardımıyla iş miline 12 farklı dönüş hızı bildirir. Şanzıman mili destekleri iki plakaya yerleştirilir - üst 1 ve alt 4, dört ile birbirine sabitlenir. kuplörler 6. Şanzıman, elektrik motoru tarafından elastik kuplaj Yu ve dişli 9 vasıtasıyla dikey olarak çalıştırılır. Kutunun son mili 2 - manşon - içinden dönüşün mile iletildiği yarıklı bir deliğe sahiptir. Dişli çifti 3 aracılığıyla, dönüş besleme kutusuna iletilir Dişli kutusunun ve ayrıca delme kafasının tüm montaj birimlerinin yağlanması, alt plaka 4'e monte edilmiş bir dalgıç pompadan gerçekleştirilir. motor plakasının ön tarafında bulunan özel bir yağ göstergesi ile kontrol edilir.
Hızları ve beslemeleri değiştirmek için mekanizma
Anahtarlama hızları, çevre boyunca dört konuma ve eksen boyunca üç konuma sahip olan tutamak 2 (Şekil 8) tarafından gerçekleştirilir, anahtarlama beslemeleri, 2H125, 2H135 model makineler için çevre boyunca üç konuma sahip olan tutamak 3 tarafından gerçekleştirilir. ve 2H150 için dört ve eksen boyunca üç konum. Kulplar, delme kafasının ön tarafında bulunur. Dahil edilen hızların ve ilerlemelerin geri sayımı plaka 1 ve 4'e göre yapılır.
Vites kutusu
Mekanizma ayrı bir yuvaya monte edilmiştir ve delme kafasına monte edilmiştir. 2H125, 2H135'te dokuz farklı besleme ve 2H150'de on iki besleme, iki üçlü dişli takımı hareket ettirilerek yapılır. 2H125 ve 2H135 makinelerinde, besleme kutuları yalnızca 2H125 makinesinde I dişlilerinden (Şek. 9), makinelerde 2H125, 2H135 - dişli 2, 3 - oluşan tahrikte farklılık gösterir. Besleme kutusu, besleme mekanizması solucanının üst desteğinin deliğine monte edilmiştir. Kutunun son miline, dönüşü solucana ileten bir kavrama 4 yerleştirilmiştir.
Matkap kafası
Delme kafası, makinenin tüm ana montaj birimlerinin monte edildiği bir kutu bölümünün dökme demir dökümüdür: bir dişli kutusu, bir besleme kutusu, bir mil, bir besleme mekanizması, bir mil karşı ağırlığı ve bir dişli ve besleme anahtarlama mekanizması.
Bir sonsuz dişli, bir kremayer ve pinyonlu yatay bir şaft, bir uzuv, bir kam ve cırcır taşma kavramaları, bir el çarkından oluşan besleme mekanizması, delme kafasının ayrılmaz bir parçasıdır.
Besleme mekanizması, besleme kutusundan tahrik edilir ve aşağıdaki işlemleri gerçekleştirmek üzere tasarlanmıştır:
aletin parçaya manuel yaklaşımı; çalışma beslemesini açmak;
manuel besleme ilerlemesi;
çalışma beslemesini kapatmak;
milin manuel olarak yukarı çekilmesi;
diş açmada kullanılan manuel besleme.
Besleme mekanizmasının çalışma prensibi aşağıdaki gibidir: volan 14 (Şekil 10) döndüğünde, kam kavraması 8 kendi kendine döner, bu da kremayerin pinyon milini 3 ve pinyonu kafes-yarım kavrama 7 içinden döndürür, ve mil elle beslenir. Alet parçaya yaklaştığında, dişli şaftı 3 üzerinde, kam kavramasının 8 dişleri tarafından iletilmeyen bir tork meydana gelir ve yarım kavrama 7, parça 7 ve 8'in kamlarının uçları durana kadar mil boyunca hareket eder. birbirine karşı. Bu anda, kam kavraması 8, parça 8'deki bir oluk ve bir pim 10 ile sınırlanan 20 ° 'lik bir açıyla dişli miline 3 göre döner. - debriyaj 7, mandallar 13 ile yarım kavramaya bağlıdır. Klips-yarım kavrama 7 hareket ettirildiğinde, diskin 6 dişleri, sonsuz dişli çark 5 ile yekpare hale getirilmiş diskin 6 dişleriyle birleşir.Sonuç olarak, solucandan gelen dönüş, kremayer ve pinyona aktarılır ve mil mekanik olarak beslenir. Besleme açıkken direksiyon simidinin (14) daha fazla döndürülmesiyle, kafes-yarı kavrama (7) içinde oturan mandallar (13) diskin (6) iç tarafının dişlerinin üzerinden kayar; mekanik beslemede manuel bir ilerleme vardır.
Besleme mekanizması, iş milinin manuel olarak beslenmesini sağlar. Bunu yapmak için, el çarkı 14 ile mekanik beslemeyi kapatın ve kapağı 9 dişli milinin 3 ekseni boyunca sizden uzağa doğru hareket ettirin. Bu durumda pim 11, torku kam kavramasından 8 yatay mile iletir. Kol 4, işleme derinliğinin görsel olarak okunması ve kamların ayarlanması için delme kafasının sol duvarına monte edilmiştir.
Delme kafasının kılavuz kolonlar boyunca manuel hareketi için, bir sonsuz çift 2 ve bir raf çifti 1'den oluşan bir mekanizma vardır. Besleme mekanizmasını kırılmaya karşı korumak için bir emniyet kavraması 15 vardır. Somun 16 ve vida 17 vardır. yay karşı ağırlığını ayarlamak için kullanılır.
Mil (Şekil 11) iki bilyeli yatağa monte edilmiştir. Eksenel besleme kuvveti alt baskı yatağı tarafından algılanır ve aletin vuruntu kuvveti üst baskı yatağı tarafından algılanır. Yataklar, bir raf çifti yardımıyla eksen boyunca hareket eden manşon 3'te bulunur. mil yatakları somun 1 ile ayarlanır
Aleti çıkarmak için mil kafasında özel bir cihaz kullanılır. Mil el çarkı tarafından kaldırıldığında nakavt meydana gelir. Cihazın tutucusu, delme kafasının gövdesine dayanır ve eksen etrafında dönen kol (4) aleti dışarı atar.
Bağlantı şeması
Giriş makinesi Q1'in açılması, ana ve yardımcı devrelere enerji verir, uzaktan kumandada H2 sinyal lambası yanar. Soğutma ve aydınlatma gerekiyorsa ilgili anahtarlar AÇIK konuma ayarlanır.
S2 SAĞ düğmesine basıldığında, K1 marş bobini enerjilenir, ana kontaklar milin doğru dönüşü için M1 motorunu açar. Yardımcı kontaklar K1 aracılığıyla, elektrik motoru M2 ve gecikme rölesi K7'yi içeren K2 marş motoru açılır.
S3 SOL düğmesine basmak, K1, motor M1, K7 rölesini kapatır. SZ kondansatörünün deşarjından sonra, K7 rölesinin (28-26) kontakları kapatılır ve milin sola dönüşü için M1 elektrik motorundaki kısa devre marş motoru açılır. Röle K7 tekrar açılır.
Otomatik geri dönüş ile bu anahtarlamalar, mikro anahtar S6 kadrana monte edilmiş bir kam tarafından çalıştırıldığında meydana gelir.
Durdurma, S1 STOP düğmesine basılarak gerçekleştirilir. Bu durumda, M1, M2 elektrik motorlarını kapatan K1 yolvericileri veya kısa devre K2, kapatılır. K7 rölesinin (7-9) kontakları aracılığıyla, K6 rölesi açılır, ardından K4 ve K5 başlatıcılarının aktivasyonu yapılır. Motor sargıları M1, V1, V2 doğrultucu üzerinden T1 transformatörüne bağlanır. Mil elektrodinamik olarak frenlenir.
C1, C2 kapasitörlerinin deşarjından sonra, K4, K5 başlatıcılarını kapatan K6 rölesi kapatılır.
Hız değiştirirken, dişliler birbirine geçmezse, M1 motorunun rotoruna bir sallanma hareketi uygulanır. S4 SWING düğmesine basıldığında, K4 başlatıcı açılır ve IC2-IC3 fazları aracılığıyla azaltılmış bir doğrultulmuş voltaj sağlar.
R2 direnci sayesinde, K6 rölesi, K4 marş motorunu kapatan ve K5 marş motorunu açan bir gecikme ile açılır. Bu durumda, azaltılmış voltaj ICI-IC2 fazlarından geçer. Bu tür kaymalar, rotorun sallanmasını sağlayarak vites değiştirmeyi kolaylaştırır.
Dikey delme makinesi 2n125, tek ve küçük ölçekli üretimde parçalarda delme, raybalama, havşa açma ve raybalama için tasarlanmıştır. Makinenin doğruluk sınıfı H'dir (normal).
Delme makinesinin tasarımı, işleme sırasında titreşim olasılığını ortadan kaldıran yeterince sağlam ve dayanıklıdır. Çeşitli malzemelerden (çelik, dökme demir, demir dışı malzemeler), yüksek hızlı (R6M5, R18) aletlerden veya sert alaşımdan (TK, VK) parça işlemek mümkündür.
Delme makinesi cihazı:
- Ana sürücü;
- Makine hız kutusu;
- Dalgıç pompa;
- Dalgıç pompa;
- Makine besleme kutusu;
- Sütun, masa, soba;
- Dönme hızlarını ve beslemeleri kontrol etmek için mekanizma;
- dolap;
- Makinenin elektrik donanımı;
- mil;
- Makine soğutma sistemi;
- Delme makinesi kafası.
3. Soğutma anahtarlama valfi;
4.19. tabla kama ve delme kafasının ayar cıvataları;
5. Masayı ve başlığı hareket ettirmek için tutamak;
6.18 Masa ve başlı klemp vidaları;
10.Sinyal düğmesi MAKİNE AÇIK;
11. Milin doğru dönüşünü açmak için düğme;
12. Milin sola dönüşünü açmak için düğme;
13. Dönüş hızlarını ve beslemelerini değiştirirken milin sallanma hareketini açmak için düğme S;
14. Vites kolu;
21. Beslemeleri değiştirmek için tutamak;
22. Elle besleme etkinleştirme düğmesi;
23. Besleme mekanizmasının el çarkı;
24. İşlem derinliğini saymak için uzuv;
27. Soğutma pompası anahtarı;
28. İşlem derinliğini ayarlamak için kam;
29. Kesilen ipliğin derinliğini ayarlamak için kam;
30. Kesilen ipliğin derinliğinin belirtilen değerine ulaşıldığında ana tahrikin otomatik geri vites kolu;
31. Önceden belirlenmiş bir delik işleme derinliğine ulaşıldığında beslemeyi kapatmak için kol;
32. Başın manuel hareketi için kare.
Mobil üniteler 5, 7, 8 sayesinde dişli kutusu, 12 farklı dönüş hızını iş miline alır ve iletir. Dişli kutusunun mil destekleri (yatakları), dört kuplör 6 ile birbirine bağlanan iki plaka 1 ve 4'e yerleştirilmiştir. Dişli kutusu, elastik bir emniyet kavraması 10 ve bir düz dişli 9 aracılığıyla dikey olarak yerleştirilmiş bir elektrik motorundan döner.
Mil 2 - manşon - dönüşün iş miline iletildiği oluklu bir delikle yapılır. Dişli çifti 3 aracılığıyla tork besleme kutusuna iletilir.
Besleme kutusu ayrı bir dökme demir mahfazaya monte edilir ve delme kafasına monte edilir. Hareket, iki üçlü dişli bloğu kullanılarak gerçekleştirilir ve dokuz farklı besleme alır.
| Video (oynatmak için tıklayın). |
Besleme mekanizması, besleme kutusuna bağlıdır ve çeşitli işlemleri gerçekleştirmek üzere tasarlanmıştır, yani:
- kesici takımın iş parçasına manuel olarak sağlanması;
- aletin çalışma beslemesini açmak;
- manuel besleme hareketi;
- aletin çalışma beslemesini kapatmak;
- mil kafasının manuel olarak yukarı çekilmesi;
- çeşitli dişleri keserken kullanılan manuel besleme S.












