Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan kendin yap arka aks onarım gazı 3102.
Aks millerini çıkardıktan sonra, “12” anahtarıyla arka aks muhafaza kapağının on cıvatasını söküyoruz (üst cıvata diğerlerinden daha uzun, fren borusu braketini sabitliyor).
. ve dikkatlice, contaya zarar vermemek için kapağı çıkarın.
“12” anahtarını kullanarak, diferansiyel ayar somunlarının kilitleme plakalarını sabitleyen iki cıvatayı söküyoruz.
Montaj sırasında orijinal yerlerine yerleştirmek için diferansiyel yatak kapaklarının konumunu işaretliyoruz.
“17” başlı, her kapağı sabitleyen iki cıvatayı söküyoruz.
Montaj sırasında diferansiyel yataklarının ayar somunlarının ve yatakların dış bileziklerinin montaj sırasında orijinal yerlerine oturması için yerlerini işaretliyoruz.
. ve diferansiyel tertibatını çıkarın.
Tahrik dişlisi somununu gevşetin.
Tahrik dişlisi flanşının dönmesini engellerken somunu sökün.
Tahrik dişlisini ayar rondelası ile arka aks muhafazasından çıkarıyoruz.
“14” anahtarını kullanarak aks mili yataklarının ve havalandırmanın kapak yağlayıcılarını söküyoruz.
Tüm ayarlamaları yaptıktan sonra arka aksı ters sırada monte ediyoruz.
GAZ-31105 arkadan çekişlidir, arka aksı liderdir.
İçinde tüm ana düğümlerin bulunduğu bir kirişten oluşur.
GAZ 31105'ten arka aksa benziyor
Aks tahrik dişlisinin ekseni, tahrik edilen dişlinin 4,2 cm altında bulunur, ana dişlinin dişli oranı 4.556'dır, böyle bir dişliye hipoid denir. Pinyon kutusu 2 aks, 4 pinyon ve 2 konik dişli içerir. Gövde, birbirine cıvatalı iki yarıdan yapılmıştır.
Çekme cihazı arka aks Volga 31105
| Video (oynatmak için tıklayın). |
Doğru pozisyon, yanında bulunan ayar halkası ve rulman ile ayarlanır. Rulman bir ara halka ile önceden yüklenmiştir.
Yarım eksenlerin uçları dişlilerin yarıklı deliklerine geçirilir. Ön yüzünde on adet çıtçıt ile göbeğe bağlı flanşlar bulunmaktadır. Göbek doğrudan arka aks milinin gövdesinde bulunur. Üzerine bir tekerlek asılır ve sıkılır.
- Tahrik dişlisi yatağı arızalı veya basitçe dağıldı. Yeni bir tane satın alıp takarak tedavi edilir.

- Rulman halkaları nişlerinde gevşek. Aşınmış parçaların onarılmasını veya değiştirilmesini gerektirir.
- Ana dişli dişlisinin dişlerinin silinmesi - dişlinin değiştirilmesi.
- Ana dişlinin dişleri arasındaki yanal mesafe kırılır - önceki mesafenin restorasyonu ile onarın.
- Tahrik dişlisi yatağı gevşek ön yük. Önceki iddiayı geri yükleyin. Yüksek aşınma durumunda yeni bir yatak takın.
- Tahrik edilen dişli kilidinde gevşek - Volga 31105'in tahrik dişlisini sabitlemek için somunları sıkın.
- Ana dişlinin dişli dişlerinin bütünlüğü bozulur. Mekanizmanın boşluk kaybı veya kalitesiz yağlanması nedeniyle oluşur. Bu durumda ana dişlinin her iki dişlisinin de değiştirilmesi gerekir.

GAZ 31105 için bir fren kampanasına benziyor
Bir GAZ-31105 otomobilinin vites kutusunda, yağın her 30-40 bin kilometrede bir değiştirilmesi tavsiye edilir. Bu, en az bir buçuk litre hacimli eski bir kap, düz bir tornavida, 12 altıgen ve 30 anahtar gerektirecektir.
Faydalı tavsiye! Değiştirmeden önce 5-10 km sürmeniz önerilir. Köprü yağı ısınmalıdır - bu daha iyi akmasına yardımcı olacaktır.
Bu eylemlerin bir asansörde veya üst geçitte gerçekleştirilmesi daha uygundur:
- dişli kutusunun altına eski yağ için bir kap yerleştirilmiştir;
- boşaltma deliği dişli kutusunun alt arkasında bulunur. Düz bir tornavida ile kauçuk koruyucu conta çıkarılır;
- köprünün tahliye tapası 12'ye altıgen ile sökülür, kaynayabilir ve kirle tıkanabilir, bu nedenle biraz çaba sarf etmeniz gerekir;
ve orada.
göstergesi koymak daha kolay
evet, üstelik daha iyi olacak (yeni teknolojiler
).
cıvatalara ceylan gerekir. İnce yuvalı flanş (yeni tasarım)
Açıklama için teşekkürler, her şey açık))) Aks millerinin dişlilerini değiştirmeye ve yeni halkalarla birleştirmeye çalışacağım.
3 dakika 46 saniye sonra eklendi
büyük bir yuvaya sahip yeni bir numune (43'e 11) çiftleri varsa, flanş eski kalır.
Satın alınan ütüler:
11x43 küçük yuva çifti
Rulmanlar
flanş
Ama burada yine soru satışta bulundu (tüm mağazaları gezdim) sadece bir ceylandan bir flanş (mağazada Volgagazelsobol n.o. olarak listelendi) Fotoğraf 1.
Ve 2. ve 3. fotoğraflardaki gibi doğaldı. Tek fark anterde mi (kalay kaynaklı)? Uygun mu? Ve sonra, diğer kardanın altındaki uçağı sürteceği veya çıkaracağı konusunda şüpheler ortaya çıktı. Gerektiği gibi, sadece GAZ değil, geri çekilme, şafta hiç takılmayı reddetti, botun 500r'de oldukça çarpık bir şekilde kaynaklandığı gözle görülebilir. Satıcı çekiçle vuracaksın dedi, flanş hareket etmezse rulmanları ayarlayamazsın diye düşündüm ve 3 harfe gönderdim. O da bana 20 dakikalığına bir boo köprüsünü 5000'e sattı, bir çift getir diyorum ve bana diyor ki - düşün, köprüyü al! GAZ flanşı elle ancak çok sıkı bir şekilde takılır.
aynı dert, aynı iş, sadece dayak yolu boyunca ilerlemeye karar verdi.
Ayar halkalarının hiç olmaması, bölmeyi duraklatır. 
ben de kalktım Eski halka ile 0.17-0.18 mm'lik bir boşluk önceden monte ettim, temas yamasının tahrik edilen dişlinin dış çevresine kaydırıldığı ortaya çıktı. Kitapta, şaft yatağının altındaki ayar halkasının kalınlığının arttırılması gerektiğini okudum. 1,7 mm'lik bir yüzüğüm vardı, kitaptaki en kalın 1,75 mm, buldum, aldım, monte ettim. Leke artık dişin ortasındaki tüm düzlemlerde belirgindir. Kitap, doğru olana göre dişlerin iç çevresine hafifçe kaydırılması gerektiğini çiziyor. Ancak şim sadece daha kalın değil. Bu durumdan nasıl çıkılır? Bir yüzük çevirici mi sipariş ediyorsun? 1.8 mm koyarsanız her şeyin yerine oturacağı hissedilir. Tek düşünce, yatağın yükseklikte sarkmış olabileceğidir. Bu arada, köprüyü sökmeden önce temas yamasına baktım ve dişliler de dışa doğru kaydırıldı. Çorapta bir sorun olabilir mi? Önceki tek sahibi, köprünün yenisinden bu yana yük altında biraz ulumaya başladığını söyledi. 3110'dan bir dengeleyici olmasa da, hatalı bir dişli kutusuna sahip başka bir çorap var.
Arka aks - sökme ve takma
1 - kablo; 2 - somun; 3 – ekolayzır baskı burcu; 4 – taslak ekolayzır; 5 - ekolayzır; 6 - arka kablo bağlantı braketi; 7 - braket; 8 - ileriye doğru bir kablo sabitleme kolu; 9 - yıkayıcı; 10 - cıvata; 11 - kablo kılavuzu; 12 - plaka; 13 - yıkayıcı; 14 - somun.
1 - somun; 2 - yıkayıcı; 3 - conta; 4 - flanş; 5 - cıvata; 6 - kardan mili; 7 - sürgülü çatal.
1 - somun; 2 - yıkayıcı; 3 - conta; 4 - cıvata; 5 - kayar çatal; 6 - kardan mili; 7 - arka aks; 8 - çapraz üye; 9 - yıkayıcı; 10 - yıkayıcı; 11 - yıkayıcı; 12 - somun.
1 - basınç regülatöründen arka fren hortumuna giden boru hattı; 2 – hortum sabitleme braketi; 3 – yaylı rafı yükleyin; 4 - yıkayıcı; 5 - somun; 6 – yük yayı; 7 - bant; 8 - kopilya; 9 - arka frenlere giden boru hattı; 10 - arka aks; 11 - bir borunun arka köprüye sabitlenmesi için bir yaka; 12 - boru hattı; 13 - yıkayıcı; 14 - somun; 15 – hortum esnek arka frenler.
1 - somun; 2 - somun; 3 - yıkayıcı; 4 - ön braketin bir parmağı; 5 - arka aks; 6 - yıkayıcı; 7 - somun; 8 - küpe; 9 - arabellek; 10 - bir merdiven; 11 - klip; 12 - yastık; 13 - yay; 14 - yıkayıcı.
Arka aksın montaj boyutunun boyutunu etkileyen parçalarından en az biri değiştirilmişse, tahrik dişlisi milinin ayar halkasının seçilmesi gerekir.
bir.Pinyon mili yataklarının dış yuvalarını arka aks muhafazasına bastırın.
2. Arka yatağı tahrik dişlisi miline takın, tahrik dişlisini arka aks muhafazasına yerleştirin ve ön yatağı takın.
3. Tahrik dişlisi flanşını takın. Rulmanların yuvarlanma elemanları yerine oturacak şekilde mili flanştan çevirerek somunu sıkın. Somun, yeni yatakların dönüş torku 1,75–2,25 Nm (0,175–0,225 kgfm) olacak şekilde sıkılır.
4. Tahrik dişlisinin ucundan arka aks muhafazasının arka ucuna kadar olan A mesafesini ölçün. 190 mm uzunluğunda ve 90 -0.01 "alt limit" çapında mandrel 1'i diferansiyel yataklarının yuvalarına takın. Diferansiyel yatak kapaklarını takın ve montaj cıvatalarını 90–100 Nm (9,0–10,0 kgf m) torkla sıkın.
5. Mandrelden arka aks muhafazasının arka ucuna kadar olan B mesafesini ölçün.
6. M = A - B - D / 2 formülünü kullanarak tahrik dişlisinin ucundan diferansiyel eksenine M boyutunu hesaplayın; burada A, tahrik dişlisinin ucundan arka ucuna kadar olan A mesafesidir. arka aks muhafazası, mm; B - mandrelden arka aks muhafazasının arka ucuna kadar olan mesafe, mm; D, mandrelin çapıdır, 90 mm'ye eşittir.
7. Ayar halkasının kalınlığını T, gerçek boyut M ile 65 mm'lik montaj boyutu arasındaki fark olarak hesaplayın. Tahrik dişlisinin ucunda belirtilen montaj boyutunun P düzeltme değerinin, karşılık gelen işaretle birlikte dikkate alınması gerekir: T = M - 65 - P, burada M, sürücünün sonundaki boyuttur diferansiyel eksenine dişli, mm; P, montaj boyutu düzeltmesinin boyutudur, mm. P düzeltmesinin değerinin "+" veya "-" işaretiyle olabileceği ve formülde kendi işaretiyle, yani. düzeltme değeri “+” işaretiyle çıkarılır ve “-” işaretiyle eklenir.
8. Yedek parça olarak temin edilen 22 gruptan hesaplanmış kalınlıkta (T ± 0.02) mm olan bir tamir setinden bir ayar halkası seçin. Grup numarası ayar halkasında belirtilmiştir.
9. Mandreli çıkarın. Tespit somununu sökerek ve tahrik dişlisi flanşını sökerek tahrik dişlisini arka aks muhafazasından çıkarın. Tahrik dişli milinin arka yatağına bastırın, seçilen ayar halkasını takın ve arka yatağa tekrar basın.
10. Tahrik dişlisini arka aks muhafazasına takın.
11. Ön yatak ön yük ara halkasını takın. Ara halka, milin omzu ile ön yatağın iç halkası arasına takılır. Yedek parçalar, her 0,03 mm'de 4,05 ila 5,43 mm kalınlığında 47 grup ara halka ile sağlanır. Ara halka, flanş takılıyken ve somun 160-200 Nm (16-20 kgfm) torkla sıkıldığında, tahrik dişlisi mil yataklarının torku 1,5–2,5 Nm (0,15–0,25 kgfm) olacak şekilde seçilir. ). Somunu sıkarken, rulmanların yuvarlanma elemanlarının yerine oturması için mili flanştan döndürmek gerekir.
12. Ara halkayı seçtikten sonra son olarak ön yatağı yerine takın.
13. Pinyon flanş contasının dudağını yağlayın ve karterin ucuyla aynı hizaya gelecek şekilde bastırın.
14. Tahrik dişlisi flanşını takın ve tespit somununu 160–200 Nm (16–20 kgf m) torkla sıkın.
15. Kamalı pimi takın ve yatakların torkunu tekrar kontrol edin.
16. Yataklı diferansiyeli arka aks muhafazasına takın ve ayar somunlarını yataklara değecek şekilde dişlere takın.
17. Yatak kapaklarını işaretlere uygun olarak takın ve tespit somunlarının serbestçe dönmesi için bağlantılarının cıvatalarını sıkın.
18. Göstergeli standı kurun. Bu durumda, gösterge ayağı, tahrik edilen dişlinin dış ucuna yakın diş yüzeyine temas etmeli ve yarıçap boyunca diş yüzeyine yönlendirilmelidir. Ortaya çıkan yanal boşluğun değerini belirleyin, bu amaçla, tahrik edilen dişlinin dönüş taraflarından birine belirli bir açıyla durana kadar çevirerek ana dişlinin dişlileri arasındaki boşluğu seçin ve gösterge ölçeğini sıfıra ayarlayın.Yan boşluğu gösterge ile ölçün, tahrik edilen dişliyi eksen etrafında her iki yönde durana kadar sallayın. Ölçümler, dişlinin en az sekiz eşit aralıklı noktasında yapılmalıdır. Her ölçümde, tahrik dişlisinin dönmesini engellemeniz önerilir. Yan boşluk 0,15-0,25 mm aralığında olmalıdır. Yan boşluk bu sınırlar içinde değilse, ayar somunları ile dişliyi istenilen yönde hareket ettirmek gerekir.
Bu vesileyle, halk arasında yanlış bir şekilde “Çaykovski” olarak adlandırılan bir köprü satın alındı, bunun Gaz-14 ile hiçbir ilgisi yok, karter 3110 ve 24'ten daha fazla alınan 31029 çoraplar geçilerek yapıldı.
Avantajlar:
-Eski cıvata kalıbı (5 -139.7)
-Kolay GPU ayarı
- Cıvata kullanılmadan daha güçlü çorap bağlantısı
- Yeni bir örneğin farkı (GAZelevsky ile değiştirilebilirlik)
-Karter merkezi eksene daha önceden yüklenmiş (daha fazla yerden yükseklik)
Kusurlar:
- Karterin çamurda tırmıklanan şekli (yarık köprü, zemini bir saban gibi her iki yönde eşit derecede iyi keser)
İç durum mükemmel, ancak dış kısım tamamen paslı (hidroliz ile yavaş yavaş düzeliyor)
Planlar, Niva, Patriot veya Sobol'dan disk frenleri (henüz karar verilmedi), GAZelle'den diferansiyel muhafazası, Izh-techno'dan Blok blok ve GP 4.1'i kurmaktır.
P / S: bana bu dişli kutusunun dişli oranını söyle
Yatakları ve dişlileri dişli yağı ile yağlayarak ana dişliyi sökme sırasının tersi sırayla monte ediyoruz.
Tahrik dişlisini dişli kutusu muhafazasına taktıktan sonra, ...
... bir tork anahtarıyla flanş somununu 16–20 kgf.m torkla sıkın, bu sırada makaraları yataklara doğru şekilde takmak için dişli döndürülmelidir.

Bacağını flanşın ucuna dayayarak bir tripod üzerine 0,01 mm'den fazla olmayan bir bölme değerine sahip bir gösterge yerleştiriyoruz ...
... ve mili flanşın arkasına hareket ettirerek, tahrik dişlisinin eksenel boşluğunu ölçüyoruz.

Geri tepmeyi ortadan kaldırmak için, dişli miline monte edilmiş ara halkayı çıkarıyoruz (bkz. Arka aksın sökülmesi) ve kalınlığını bir mikrometre ile ölçüyoruz.
Yeni bir ara halka seçip takıyoruz. Kaldırılan boşluk miktarından daha ince ve ayrıca tahrik dişlisi yatakları yeniyse 0,05 mm, yataklar aynı bırakılırsa 0,01 mm daha ince olmalıdır.
0,5 kgf.m'ye kadar bölme değerine sahip özel bir tork anahtarı ile tahrik dişlisinin eksenel boşluğunun olmaması durumunda, mil dönüşüne karşı direnç momentini kontrol ederiz. Uygun ayar ile direnç momenti yeni rulmanlar için 15-20 kgf.cm veya rulmanlar aynı bırakılırsa 7-10 kgf.cm olmalıdır.
Yeterli doğrulukla, direnç momenti bir ev çelik deposu ile ölçülebilir, ...
... kancasını flanş deliğine takıyor.

Bu durumda, gerekli değerler daha az olacaktır - sırasıyla 3,8–5 kgf ve 1,8–2,5 kgf. Direnç momenti daha büyükse, ara halkayı 0,01-0,02 mm daha kalın olan başka bir halkayla değiştiririz, daha azsa, buna göre daha küçük kalınlıkta bir halka seçeriz.
Diferansiyel kutusunun parçalarını sabitlemek için cıvatalar ve tahrik edilen dişliyi sabitlemek için cıvatalar ve ayrıca dişli delikleri montajdan önce yağdan arındırılır ve anaerobik bir sızdırmazlık maddesi ile kaplanır. Dişlilerin ve uydu kutusunun uç oturma yüzeylerinin temizliğine özellikle dikkat ediyoruz, en ufak bir kir veya çentik kabul edilemez.
Tahrik dişlisini uydu kutusuna takarken, uzun M10 × 1 cıvatalarla ortalıyoruz (eski bağlantı çubuklarından cıvata kullanabilirsiniz).

Tahrik dişlisini uydu kutusuna takarken, uzun M10 × 1 cıvatalarla ortalıyoruz (eski bağlantı çubuklarından cıvata kullanabilirsiniz).
Ayar somunları ile, dişliyi bir yönde veya diğer yönde döndürürken, diferansiyel yataklarını hafif bir müdahale ile sıkıyoruz, böylece yatak makaraları doğru pozisyonu alıyor.
Ana dişli dişlilerinin birbirine geçmesindeki yan boşluğu ölçmek için, göstergeyi tahrik edilen dişlinin dışından dişin üstüne getirerek göstergeyi arka aks muhafazasına sabitleriz.
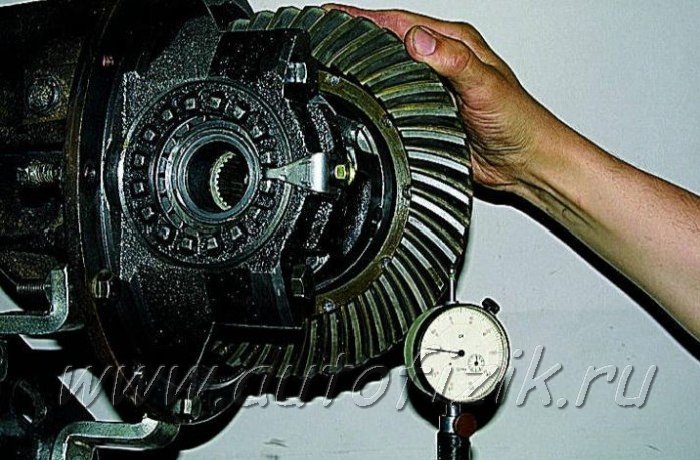
Boşluk 0,15-0,20 mm olmalıdır. Kronun zıt bölgelerindeki en az altı dişte ölçümler tekrarlanmalıdır.
Boşluğu azaltmak için (bir tornavida veya ince bir çelik çubuk ile), tahrik edilen dişlinin karşısındaki ayar somununu gevşetin ve diğerini sıkın.
Bir somunu gevşetin ve diğerini, ayar somunlarının oluklarının kılavuzluğunda aynı miktarda sıkın. Bu durumda ayar somununun her gevşetilmesi, küçük sarımı ile tamamlanmalıdır. Örneğin, bir somunu beş yuva gevşetmek için altı yuva gevşetin ve ardından bir yuva sıkın.
Bu, yatağın dış halkasının somunla sürekli temas halinde olmasını sağlayacak ve böylece çalışma sırasında sabitlenmesini garanti edecektir.
Boşluğu artırmak için tüm prosedürü ters sırada tekrarlayın.
Bağlantıda yan boşluğu ayarladıktan sonra, diferansiyel yataklarındaki eksenel boşluğu kontrol ederiz, bunun için:
... göstergeyi, sondasını tahrik edilen dişlinin uç yüzüne dayayarak tripoda sabitliyoruz. Dişliyi eksenel yönde sallayarak, diferansiyel yataklarındaki boşluğu ölçüyoruz.
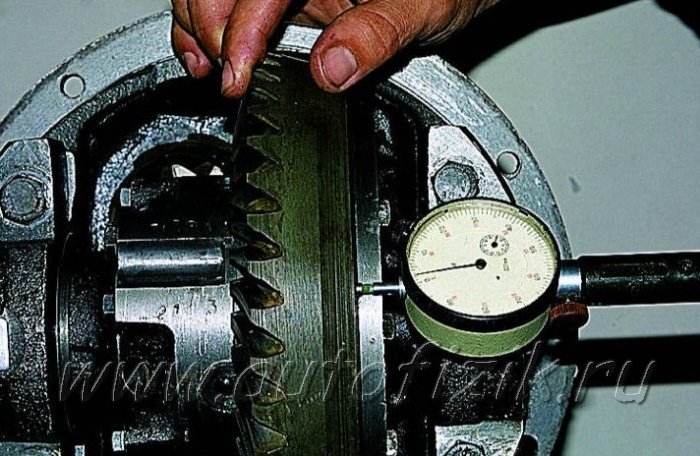
Tahrik edilen dişlinin karşı tarafında bulunan bir ayar somunu ile eksenel boşluğu 0,035–0,055 olarak ayarladık.
Ayrıca, somunu sıkarak, yatak ön yükünü ayarladık: 0.1 - 10 bin km'den daha az bir yatak çalışmasıyla; 0.05 - 10 bin km'den fazla koşu ile. Somunu bir yuvaya çevirmek, yatağın 0,03 mm "sıkışmasına" karşılık gelir. Ayarladıktan sonra, yatak kapaklarının cıvatalarını sıkın ve kilit plakalarını takın (bkz. Arka aksın sökülmesi) ve yan boşluğu tekrar kontrol edin.
DİKKAT
Kapak cıvatalarını son olarak sıkmadan önce, vidalarını birer birer sökün ve dişli parçaya anaerobik sızdırmazlık maddesi uygulayın.
Dişlerin temas parçası ile ana dişlinin ayarlanması, dişlilerin birbirine geçmesini ayarlamanın etkili bir yoludur. Ayrıca diğer yöntemlerle yapılan ayarlamaların kalitesini kontrol etmenizi sağlar.
Tahrik edilen dişlinin dişlerine tercihen parlak boya uygulayın.

Tahrik dişlisinin flanşını her iki yönde birkaç kez çeviririz, aynı zamanda dişlerin temas noktalarında boya silinene kadar tahrik edilen dişliyi yavaşlatırız.
Dışbükey ve içbükey taraflardan tahrik edilen dişlinin dişlerindeki temas noktalarını inceliyoruz.
Temas parçası dişlerin üst kısmında bulunuyorsa, tahrik dişlisindeki ayar halkasının kalınlığını artırmak ve tabandaysa azaltmak gerekir.
Temas yaması dişlinin merkezine kaydırılırsa, tahrik edilen ve tahrik dişlileri arasındaki boşluğu artırmak ve dışa doğru ise azaltmak gerekir.
Ayarlamadan sonra, montaj cıvatalarına ve flanşa ince bir tabaka yağa dayanıklı dolgu macunu sürerken dişli kutusunu arka aksa takıyoruz.
Arka aksı monte ettikten ve yağla doldurduktan sonra (bkz. Şanzımandaki yağın değiştirilmesi), şanzımanı hareket halindeyken test ediyoruz. Bunu yapmak için 20-30 dakika boyunca 60-70 km / s hızda bir yolculuk yapıyoruz. Karter boynunun ısınması 95°'yi geçmemelidir (su damlaları kaynamamalıdır).
Aksi takdirde pinyon yataklarının ön yükünü azaltmak gerekir.
Nihai tahrik dişlilerinde temas yaması
Ve - ileriye dönük bir rotanın tarafları;
B - ters taraf;
1 - temas yamasının doğru yeri;
2 - temas yaması dişin üstünde bulunur - düzeltmek için tahrik dişlisini tahrik edilen dişliye hareket ettirin;
3 - temas yaması dişin tabanında bulunur - düzeltmek için tahrik dişlisini tahrik edilen dişliden uzaklaştırın;
4 - temas yaması dişin dar ucunda bulunur - düzeltmek için, tahrik edilen dişliyi tahrikten uzaklaştırın;
5 - temas yaması dişin geniş ucunda bulunur - düzeltmek için tahrik edilen dişliyi öndeki vitese hareket ettirin.
3.362. Aracı bir izleme kanalına veya asansöre yerleştirin.
3.363. Arka tekerlek kaplamalarını çıkarın, bijonları gevşetin, aracın arkasını kaldırın, bijonları sökün ve tekerlekleri çıkarın.
3.364. Arka kardan milini arka aks tahrik dişlisi flanşına sabitleyen dört cıvatayı sökün ve arka kardan milini yana doğru hareket ettirin.
3.365. Park freni kolunu aşağı konuma indirin.
3.366. Kilit somununu 1 gevşetin, ayar somununu 2 gevşetin ve park freni ayar elemanının iki kablosunu 3 ekolayzerden 4 ayırın.
3.367. Çamurlukları 1 hareket ettirin, her iki kablonun kılıflarını 3 gövdenin braketlerine 4 sabitleyen somunları 2 sökün ve kabloların kılıflarını braketlerden ayırın.
3.368. Arka fren devresindeki fren hidroliğini temiz bir kaba boşaltın.
3.369. Fren hortumunu arka aksta bulunan T'den ayırın.
3.370. Tespit somununu sökün ve basınç düzenleyici desteğini arka akstan ayırın.
3.371. Somunları sökerek her iki arka amortisörün alt bağlantılarını ayırın.
3.372. Yaylı merdivenlerin her iki tarafındaki dört somunu 1 sökün ve merdivenleri 2, sıkıştırma tamponlarını 3 ve yastıklı klipsleri 4 çıkarın.
3.373. Arka aksı çıkarın. Bu çalışma en az iki kişi tarafından yapılabilir.
bizim ek hizmetler ve siteler:
Arka aks ayarı
Arka aks, yalnızca nihai tahrik dişlileri değiştirildiğinde veya yatak boşluğu ortadan kaldırıldığında ayarlanır. Dişliler çok nadiren değişir Dişlerdeki küçük çiziklerin neden olduğu köprü “uğultusunu” ortadan kaldırmak için dişlilerin değiştirilmesi gerekir, çünkü bu tür dişlilerin ayarlanması sadece köprünün gürültüsünü artırır.
Şekil 130. Aks yatağı çektirmesi: 1 - pistona basın; 2 - aks mili; 3 – çektirme cıvatası; 4 - eksen
Şekil, 131. Aks mili yatağının kilitleme halkası
Pirinç. 132, Ana dişli ayar şeması: 1 ve 10 - diferansiyel yatakları; 2 ve 9 - diferansiyel yataklarının ayar sacları; 3 - tahrikli dişli; 4 - tahrik dişlisini takmak için ayar halkası; 5 - tahrik dişlisi yataklarının ön yükünü (sıkmasını) ayarlamak için ayar rondelası; 6 - ayar pulları; 7 ve 8 - tahrik dişli yatakları; 11 - sızdırmazlık contaları (iki); 12 - çamur saptırıcı
Bağlantıda yan boşluğun azaltılması önerilmez. Ön yük ayarlanarak dişli yataklarındaki hafif bir gevşeklik giderilmelidir (dişlilerin her birinin konumunun bozulmaması için kesinlikle izlenmelidir).
Tahrik dişlisi yataklarının ön yükü, tahrik dişlisi somununu arızaya kadar sıktıktan sonra gerekli sıkılığın elde edilmesi için conta paketinin 6 (Şekil 132) kalınlığı değiştirilerek ayarlanır. Ön yükü azaltmak için şimler ekleyin ve ön yükü artırmak için azaltın. Ayar sonucunda, tahrik dişlisinin eksenel boşluğu ortadan kaldırılmalıdır. Rulmanların eksenel boşluğu ortadan kaldırıldıktan sonra, tahrik dişlisi elle kolayca dönmelidir.
Somun 17 (bkz. Şekil 122) ayardan sonra arızaya kadar sıkılmalıdır (sıkma torku 16-20 kgf m). Somunu çatal pime gevşetmeyin. Sadece kopilya deliği somunun yuvasına denk gelene kadar sıkılması gerekir. Somunun sıkılmasıyla eş zamanlı olarak, yataktaki silindirlerin yanlış hizalanmasının olmaması için tahrik dişlisini döndürmek gerekir. Bu talimata uyulmalıdır, aksi takdirde köprü arızalanabilir.
Somunu sıkmak için, L biçimli halka anahtarın yanı sıra, somunu sıkarken ve flanşı döndürürken flanşı tutmak için 0,5 m uzunluğunda bir çatalınız olmalıdır (bkz. Şekil 124). Somun iyice sıkılmaya başladığında, anahtarın her çeyrek dönüşünden sonra, silindirlerin doğru pozisyonu alması için çatalla birkaç hızlı sallama hareketi yapın. Somun yeterince sıkılmazsa, şimler bozulur ve tahrik dişlisinin eksenel boşluğu ortaya çıkar.
Ayarlamadan sonra, sürüş sırasında yatakların sıcaklığını izlemek gerekir. 60-70 km / s hızda 20-30 dakika sürerken, karter boynunun ısınması 95 ° C'yi geçmemelidir (boynuna düşen su kaynamamalıdır). Aşırı ısınma durumunda, ön yükü azaltmak için şimler eklenmelidir.
Sıcak havada uzun süre yüksek hızlarda sürerken, sıcaklık 100°C'yi geçebilir.
Diferansiyel yatak ön yükü, aynı kalınlığa sahip olan conta paketleri 2 ve 9'un (bkz. Şekil 128) toplam kalınlığı değiştirilerek ayarlanır.-. Her iki paketin toplam kalınlığının arttırılması, yatak 1 ve 10'un ön yükünü artırır. Ön yük 0,18-0,26 mm olmalıdır. Yatakları ayarladıktan sonra, tahrik edilen dişli eksenel boşluk veya yanal yuvarlanma olmadan elle kolayca dönmelidir. Boşluk4 bir gösterge ile karter tapalarının deliklerinden veya tahrik dişlisinin boynundan kontrol edilebilir.
Ayarlama aşağıdaki sırayla yapılmalıdır: önceden bir paket 2 ve 9 conta (her biri 1,3 mm kalınlığında) çevirin. Tahrik edilen dişlinin jantındaki G montaj mesafesinden sapmayı okuyun.Sapmanın eksi işareti varsa, o zaman contaları, kalınlığı sapmaya eşit olan paket 9'dan paket 2'ye aktarmalısınız ve eğer işareti artıdır, ardından bunları 2. paketten 9. pakete aktarın
aks yarımlarını tahrik dişlisi olmadan monte edin (krank karteri konektöründe iki kağıt ara parçası 11 olmalıdır):
tahrik edilen dişliyi döndürün; sıkı dönüyorsa ve eksenel boşluk yoksa, köprü konektörünü sökün ve konektöre 11 kağıt ayırıcılar ekleyin
köprüyü tekrar monte edin ve son oyunu kontrol edin. Zar zor algılanabilen bir eksenel boşluk (0,01-0,05 mm) görünene kadar contaları 11 ekleyin;
Tüm kağıt ayırıcıları çıkarın ve toplam kalınlıklarını ölçün. 2. ve 9. paketlerin yeni kalınlıklarını hesaplayın; Bunu yapmak için, diferansiyel üzerindeki paket kalınlıklarından kağıt conta paketinin kalınlığının üçte birini çıkarın. İlgili yeni paketler 2 ve 9'u çevirin ve her birine 0,15 mm kalınlığında bir conta ekleyin. Konektöre iki conta takın
Arka aksın tek tek parçalarını değiştirirken ayarlama yapmak, yeni monte edilmiş bir aksı ayarlamaktan daha kolaydır. Yatak 1'i değiştirmeden sol aks muhafazasını değiştirmek gerekirse (bkz. Şekil 143), tüm contalar yerinde tutulmalıdır. İç bileziğin baskı ucu veya rulman 1'in makaralarının uçları çok aşınmışsa veya iç bilezik dönüyorsa, rulman değiştirilmelidir.
Yeni bir kasa takmadan önce, yeni bir conta paketi 2 seçilmesi gerekir. Bunu yapmak için, yeni ve eski kasalar üzerindeki A mesafesini karşılaştırın. Silindirlerin doğru pozisyonu alması için yıkanmış rulman yüklenip her iki yönde hızlı hareketlerle döndürülerek ölçüm yapılmalıdır. Yeni A mesafesi eskisinden büyükse, conta paketi 2 aynı miktarda artırılmalıdır.Yeni A mesafesi eskisinden küçükse, aynı miktarda azaltın. Fabrikada, bu tür ölçümler, yük altında ve rotasyonla özel bir gösterge cihazında yapılır.
Köprüyü monte etmeden önce yataklar hipoid yağ ile yağlanmalıdır.
Pirinç. 133. Ana dişlinin dişlilerinin işaretlenmesi: A - bir çift dişlinin seri numarası; B - tahrik dişlisinin kafasının yüksekliğinin sapması; B - boyut sapması (bkz. Şekil MZ); G - bir çiftte yan boşluk
Diferansiyelin yataklarından birini veya her ikisini diğer parçaları değiştirmeden değiştirmek gerekirse, yukarıda açıklandığı gibi A ve B mesafesini ölçün. Son çare olarak, rulmanları ölçüm yapmadan değiştirmek mümkündür, ancak değiştirmeden önce ve sonra kavramadaki geri tepmeyi dikkatlice kontrol edin. Boşluk 0,1 mm'den fazla değişmemeli ve çamur deflektörünün 12 kenarında ölçüldüğünde en az 0,2 mm olmalıdır.
Tahrik edilen dişlinin kolayca döndüğünü ve boşluk olmadığını kontrol edin. İlk çıkışta köprünün artan gürültüsü tespit edilirse, derhal araçtan çıkarılmalı ve ayarlanmalıdır.
Yataklar tutulurken diferansiyel kutusunun değiştirilmesi gerekiyorsa, yatak halkalarını çıkarmadan önce, yeni kutudaki orijinal yerlerine yerleştirmek için halkaların ve conta paketlerinin yerlerini unutmayın; boşlukları buna göre kontrol edin.
Nihai tahrik dişlileri yalnızca fabrikada gürültü ve temas yaması için seçilen 24-2402020 seti ile değiştirilir. Çiftin aynı seri numarası, tahrik dişlisinin Highlander'ında (Şekil 133) ve tahrik edilen dişlinin iç ucunda işaretlenmiştir.
Bu dişlileri değiştirirken, çamuru aynı anda en az gürültü, doğru yan boşluk ve tatmin edici bir temas alanı sağlayan karşılıklı bir konuma getirmek gerekir.
Eski tahrik dişlisinden, büyük yatağın iç halkası özel bir çektirme kullanılarak bastırılmalıdır (bkz. Şekil 126). Tahrik dişlisi yatakları servis edilebilir durumdaysa, eski yataklar ve ayar halkaları ile yeni bir dişli monte edilir ve ardından yatak 7 ve 8'in ön yükü kontrol edilir (bkz. Şekil 132).
Tahrik dişlisinin büyük yatağını 8 veya her iki yatağını dişlilerle aynı anda değiştirmek gerekiyorsa, halka 4'ü seçerek, tahrik dişlisinin konumunu aşağıda gösterildiği gibi ayarlayın ve ardından kontrol edin ve gerekirse, tahrik dişlisi yataklarının ön yükünü ayarlayın.
Küçük yatağın (7) değiştirilmesi, halkanın (4) değiştirilmesini gerektirmez, sadece pinyon yataklarının ön yükünün kontrol edilmesini ve ayarlanmasını gerektirir.
Tahrik edilen dişli, yeni ve eski dişliler üzerindeki montaj mesafesi işaretleri karşılaştırılarak kurulmalıdır. İşaretleme eşleşmeleri ve diferansiyel yatakları çalışmaya uygunsa, bu yatakların halkaları ve bunların altındaki conta paketleri 2 ve 9 yerinde bırakılmalıdır. İşaret uyuşmuyorsa, eski işaret yeni işaretlemeden çıkarılmalıdır (işaretler dikkate alınarak). Sonuç artı işaretiyle ise, bu kalınlıktaki conta paketini 2 diferansiyelin sol tarafından sağa ve eksi işaretiyle - sağdan sola kaydırın.
Dişliler değiştirilirken diferansiyel yatakları değiştirilirse, tahrik dişlisi takılmadan önce yatak ön yükü aşağıdaki gibi ayarlanmalıdır.
Bir çift dişliyi değiştirdikten sonra, kavrama sırasında yan boşluğu kontrol edin (Şek. 134). Bunu yapmak için, tahrik edilen dişliyi yağ boşaltma deliğinden güvenli bir şekilde sabitlemek için durdurucu 7820-5089'u kullanın. 8369-4600 numaralı armatürü tahrik dişlisinin flanşına yerleştirerek, yeni dişliler için alet okumalarının 0,35-0,61 mm (omuz üzerinde 60 mm), bir boşluğa karşılık gelen, olması gereken göstergenin kavramadaki boşluğu belirleyin. 0, 15-0.25 mm dişlerde.
Temas alanını kontrol etmek için, tahrik edilen dişlinin birkaç dişine ince bir tabaka kalın seyreltilmiş boya (kırmızı kurşun) uygulanır ve monte edilen yerde, tahrik dişlisi her iki yönde birkaç kez döndürülür (küçük bir yük uygulanır). fren kabloları). Köprü sökülür ve boyalı dişlerde temas noktalarında boyanın silinmesi sonucu oluşan lekeler incelenir. Noktanın boyutu ve konumu, Şekil 2'ye karşılık gelmelidir. 135.
Nokta belirtilene uymuyorsa, 2 (bkz. Şekil 132) ve 9 contalarını değiştirerek veya 4 halkasını seçerek tahrik edilen veya tahrik dişlilerinin konumunu değiştirmelisiniz. Bundan sonra, tahrikin ön yükünü tekrar kontrol edin. dişli yatakları, yan boşluk ve temas yaması. Yalnızca aks muhafazası (sağ muhafaza tertibatı ile) değiştirilirse, diferansiyel yatak ön yükü ayarlanmayabilir. Yatakların değiştirilmesi gerekiyorsa, sol aks muhafazasını değiştirirken olduğu gibi altlarındaki conta paketleri de değiştirilmelidir. Krank karterini değiştirirken, tahrik dişlisinin konumunu ve yataklarının ön yükünü ayarladığınızdan emin olun.
Pirinç. 134. Bir çift arka aksın birbirine geçmesi sırasında yan boşluğun ölçümü: 1 - durdurucu 7820-5089: 2 - boşluğu ölçmek için alet 8369-4600
Pirinç. 135. Ana dişli dişlilerinin temas yaması: A - ön taraf; B - ters taraf; 1 - küçük bir yük altında kontrol ederken temas yamasının doğru konumu; 2 - temas yaması dişin üstüne kaydırılır - düzeltmek için tahrik dişlisini tahrik dişlisine hareket ettirin; 3 - temas parçası dişin tabanına kaydırılır - düzeltme için Tahrik dişlisini tahrik edilen dişliden uzaklaştırın; 4 - temas yaması dişin dar ucuna çok kaydırılmış - düzeltmek için, tahrik edilen dişliyi tahrikten uzaklaştırın; 5 - temas yaması dişin geniş ucuna kaydırılır - düzeltmek için tahrik edilen dişliyi tahrike hareket ettirin
Tahrik dişlisinin konumu aşağıdaki gibi ayarlanır.Gösterge cihazı, yeni ve eski karterlerde diferansiyel yataklarının ekseninden büyük yatağın uç yüzüne kadar olan B mesafesini (bkz. Şekil 132) ölçer. Ölçüm sırasında yatak 8 mümkün olan maksimum yükün altında olmalıdır. Ölçmeden önce durulayın ve her iki yönde birkaç kez çevirin. Yeni B boyutu eskisinden büyükse, 4 halkasının kalınlığı aynı miktarda artırılmalı ve eskisinden küçükse azaltılmalıdır.
Ardından, tahrik dişlisi yataklarının ön yükünü ayarlayın ve ardından bir gösterge cihazı ile E mesafesini ölçerek dişlinin konumunu kontrol edin Tahrik dişlisinin sonunda, kafasının yükseklik sapması gösterilir. Sapma eksi işaretiyle gösteriliyorsa 65 mm boyutuna eklenmeli, artı işareti varsa 65 mm boyutundan çıkarılarak E boyutu elde edilmelidir.E boyutunun izin verilen sapması + 0,02 mm. E boyutunun izin verilenden fazla olduğu ortaya çıkarsa, halkayı 4 daha kalın olanla değiştirin ve ardından tahrik dişlisi yataklarının ön yükünü yeniden kontrol edin ve gerekirse ayarlayın. E boyutu izin verilenden küçükse, halka 4'ü daha ince olanla değiştirin.
Nihai tahrik rulmanlarının ön yük ayarının doğruluğu, sehpa üzerindeki aks muhafazasının ısınmasını kontrol ederek ve sehpaya girdikten sonra akstaki rulmanların torkunu ölçerek yapılabilir.
Tahrik dişlisinin veya diferansiyelin yatak konumları ısındığında ve krank karterinin ve kapağın geri kalanı hala hafifçe ısıtıldığında (yaklaşık 3000 rpm'lik bir tahrik dişlisi hızında, çalıştırmadan yaklaşık 1 dakika sonra) ısıtma elin arkası tarafından algılanır. -yukarı). El, belirtilen yerlere dokunmaya tahammül etmezse veya çalıştırmadan hemen sonra yatak yerleri hızlı bir şekilde ısınırsa, ilgili yatakların ön yükü azaltılmalıdır. Rulmanlar uzun süre ısınmazsa ön yükü artırın.
Monte edilen aksın tahrik dişlisini döndürme momenti 20-60 kgf cm aralığında olmalıdır; ölçümden önce flanşı ileri geri sallamanız tavsiye edilir. Tork doğru değilse, aks millerini çıkarın, tahrik dişlisi flanşını çıkarın ve contaların altındaki yüzey çapının 39 mm olması nedeniyle normalden farklı olan bir ölçüm flanşı ile değiştirin. Somunu, kopilya / I değil, 16 kgf m'lik bir tork uygulayarak sıkın. Dönüş momentini ölçün. 20-35 kgf cm aralığında olmalıdır Norm korunmazsa, kasayı ayırın, diferansiyeli çıkarın ve tahrik dişlisinin dönme anını tekrar ölçün. 10-20 kgf cm aralığında olmalıdır.Moment norma uymuyorsa, tahrik dişlisi yataklarının gerginliğini ayarlayın; uygunsa, diferansiyel yatak ön yükünü ayarlayın. ,
Yukarıdakiler yeni rulmanlar için geçerlidir. Daha önce köprüde çalışan rulmanlar kullanılıyorsa, maksimum dönüş torku yarıya indirilmelidir (yağ keçesi olmayan bir tahrik dişlisi için norm 8-12 kgf cm'dir).
89
Volga GAZ 3110, 310221 arka aks cihazı tamiri
Arka aks kirişi, bir kapaklı bir dökme demir karterden ve her iki taraftan içine preslenmiş aks millerinin çelik boru kasalarından oluşur. Flanşlar, aks millerinin yatakları için bazı yerlerde ve fren kalkanı sabitleme cıvataları için delikler ile uçlarına kaynaklanır.
Flanşta 2 kanal vardır. Sadece bir kapak yağlayıcıdan aks mili yatağına yağ girişi yapmak için kullanılır, ikincisi aks mili manşonunun arızalanması durumunda fren mekanizmalarından yağı boşaltmak içindir.
Ana dişli hipoiddir. Tahrik dişlisinin diş sayısı 10, tahrik edilen dişli 39'dur. Dişli kutusunun dişli oranı 3.9'dur, dişliler çift olarak seçilir. Diferansiyel, konik dişli. Eksene 2 adet uydu ve iki adet yan dişlinin yerleştirildiği ve bunlarla angaje olduğu bir yuvadan oluşur. Dışarıda, tahrik edilen dişli diferansiyel muhafazasına cıvatalanmıştır.Diferansiyelin tabanı, arka aks muhafazasında iki konik makaralı rulman üzerinde bulunur, uçlar ayar dişli somunlarına dayanır. Karterdeki diferansiyel yatak yuvaları kapakları ile işlenmiştir, bu nedenle kapakları burada burada değiştiremezsiniz veya farklı bir arka akstan kapaklarla değiştiremezsiniz.
Volga GAZ 3110, 310221 arka aks cihazı tamiri
Ayar somunlarının sıkılması veya gevşetilmesi, diferansiyel yatak ön yükünü ayarlar. Aynı zamanda, diferansiyelin tabanı hareket eder, bu da vites geçişini ayarlama yeteneğini sağlar.
Tahrik dişlisi, karter boynunda iki konik makaralı rulman içinde bulunur. Eksenel ayarı, ayar halkası seçimi ile yapılır ve yatak ön yükü ayar pulları ile ayarlanır.
İç ucu yivli aks mili, diferansiyelin yan dişlisinin yivli açıklığına girer ve dış uç, aks muhafazasının flanşına bastırılmış bir yatağa dayanır.
Şanzıman yağı, karter kapağındaki dişli bir açıklıktan deliğin alt kenarı seviyesine kadar arka aks dişli kutusuna pompalanır ve arka aks muhafazasının alt kısmındaki bir tapa ile dişli bir açıklıktan boşalır.
Arka aks
Bölümde arka aks
1 - karter;
2 - yağlayıcı;
3 - fren kalkanı;
4 - fren kampanası;
5 - yarım mil yatağı;
6 - burç;
7 - vida;
8 - aks mili;
9 - keçe conta (bez);
10 – fren silindiri;
11 - cıvata;
12 - aks muhafazası;
13 - manşet yarım mil;
14 - kilitleme manşonu;
15 - karter kapağı;
16 - kilitleme plakası;
17 - cıvata;
18 - yağ doldurma tapası;
19 - uyduların ekseninin durdurucusu;
20 - tahrikli dişli;
21 - yıkayıcı;
22 - cıvata;
23 - diferansiyel yatak;
24 - ayar somunu;
25 - yan dişli;
26 - uydu;
27 - uyduların ekseni;
28 - diferansiyel muhafazası;
29 - ana dişli tahriki;
30 - tahrik dişlisinin yatakları;
31 - manşet;
32 - tahrik dişlisi flanşı;
33 - somun.
Arka aksın arabadan çıkarılması
PROSEDÜR
Volga GAZ 3110, 310221 arka aks cihazı tamiri
Bir asansörde iş yapmak daha uygundur. Arka tekerlek somunlarını gevşetin. Arabanın arkasını asın ve tekerlekleri çıkarın.
Kardan milini arka aksın tahrik dişlisinin flanşından ayırıyoruz (bkz. Aktarma organını çıkarma ve takma).
Park freni kablolarını ekolayzerden ayırın (bkz. Park freni kablosunun değiştirilmesi).
Fren hortumunu çıkarın (bkz. Arka fren hortumunun değiştirilmesi).
Fren kuvveti regülatörünün rafını arka aks braketinden ayırıyoruz (bkz. Basınç regülatörü tahrikinin ayarlanması).
Amortisörlerin bağlantısını kesiyoruz, merdivenleri çıkarıyoruz (Arka süspansiyon bölümünün ilgili bölümlerine bakın). Köprüyü yayların üzerine kaldırdıktan sonra çıkarıyoruz. Köprü yaklaşık 85 kg ağırlığında, bu yüzden bunu iki veya üç kişi ile yapmanız gerekiyor.
Köprüyü ters sırada takın.
Volga GAZ 3110, 310221 arka aks cihazı tamiri
Sonraki Sayfa""""""
-
1.2.3.4.5.6.7.8.9.10.11.12.13.14.15.16.17.18.19.20.21.
22.23.24.25.26.27.28.29.30.31.32.33.34.35.36.37.38.39.40.
41.42.43.44.45.46.47.48.49.50.51.52.53.54.55.56.57.58.59.60.
61.62.63.64.65.66.67.68.69.70.71.72.73.74.75.76.77.78.79.
80.81.82.83.84.85.86.87.88.89.90.91.92.93.94.95.96.97.98.99.
100.101.102.103.104.105.106.107.108.109.110.111.112.113.114.
115.116.117.118.119.120.121
| Video (oynatmak için tıklayın). |














