Ayrıntılı olarak: my.housecope.com sitesi için gerçek bir ustadan arka aks vaz 21213'ün kendin yap onarımı.
Çıkarmadan önce dişli kutusunu kirden temizleyin. Sökülen dişli kutusunu bir tezgah üzerine monte ediyoruz.
“10” anahtarını kullanarak, diferansiyel kutusunun sağ yatağının ayar somununun kilitleme plakasını sabitleyen cıvatayı söküyoruz ...
Benzer şekilde, sol yatağın ayar somununun kilit plakasını çıkarın.
Bir merkez zımbası ile diferansiyel kutusunun yatak kapaklarının dişli kutusu mahfazasındaki yerini işaretliyoruz.
“17” halka anahtarla, diferansiyel kutusunun sağ yatağının kapağını sabitleyen iki cıvatayı söküyoruz ...
Sağ yatak kapağını çıkarın.
Ayar somununu çıkarın...
... ve diferansiyel kutusu yatağının dış halkasını çıkarın.
Benzer şekilde, kapağı çıkarın, ayar somununu çıkarın ve diferansiyel kutusunun sol yatağının dış halkasını çıkarın.
Diferansiyel kutusunun yataklarını değiştirmezsek, montaj sırasında karıştırmamak için dış halkalarını işaretliyoruz.
Son tahrik, iç halkalar, ayırıcılar ve yatak makaralarının tahrik edilen dişlisi ile diferansiyel kutusu tertibatını çıkarıyoruz.
Karterden, ayar halkası, iç halka, ayırıcı ve arka yatak makaraları ve ara kovanlı tahrik dişli grubunu çıkarıyoruz.
Şanzımanın arka yatağının iç halkası üzerindeki bir çıkıntıya bir çekiçle vurarak, ...
... iç halkayı bir ayırıcı ve silindirlerle çıkarın.
Tahrik dişlisi ayar halkasını çıkarın.
...ve kafesli ve makaralı ön yatağın iç halkası.
Tahrik dişlisinin ön yatağının dış halkasını bir zımba ile çıkarıyoruz ...
Krank karterini ters çevirerek, tahrik dişlisinin arka yatağının dış halkasını benzer şekilde vurun.
Diferansiyeli sökmek için...
| Video (oynatmak için tıklayın). |
. Bir çektirme ile diferansiyel kutusunun yatağının iç halkasına bastırıyoruz.
Çektirme yokluğunda, yatağın iç halkasının uç yüzü ile diferansiyel kutusu arasına bir keski yerleştiririz.
Keskiye vurarak yatağın iç halkasını kaydırıyoruz.
Ortaya çıkan boşluğa iki güçlü tornavida (veya montaj bıçağı) yerleştirip bastırıyoruz ...
… kafesli ve makaralı rulman iç halkası.
Benzer şekilde diğer yatağın iç bileziğine bastırıyoruz.
Diferansiyel kutusunu yumuşak metal çeneli bir mengeneye sıkıştırmak, ...
... "17" anahtarla, tahrik edilen dişliyi diferansiyel kutusuna sabitleyen sekiz cıvatayı söküyoruz.
Plastik forvetli bir çekiçle, tahrik edilen dişliyi diferansiyel kutusundan indiriyoruz ...
Uyduları çevirerek, onları diferansiyel kutusundan çıkarıyoruz.
Yan dişlileri çıkarın.
Diferansiyel dişlilerinin dönüş kolaylığını kontrol ediyoruz.
Çapa uygun bir alet kafasıyla (bir boru parçası), ön yatağın dış halkasını karter muhafazasına bastırıyoruz.
Arka yatağın dış halkasını da aynı şekilde bastırın.
Tahrik dişlisinin tahrik dişlisine göre doğru konumu, tahrik dişlisinin uç yüzü ile arka yatağın iç halkası arasına takılan ayar halkasının kalınlığı seçilerek sağlanır. Dişli kutusunun veya tahrik dişlisi yataklarının ana çiftini değiştirirken, ayar halkasını seçiyoruz. Bunu yapmak için, eski bir tahrik dişlisinden bir fikstür yapıyoruz: 80 mm uzunluğunda bir plakayı dişliye kaynak yapıyoruz ve plakayı dişlinin ucuna göre 50-0,02 mm boyutunda taşlıyoruz (temas düzlemi). ayar halkası).
Eski bir tahrik dişlisinden yapılmış bir fikstür.
Arka yatağın montaj yerini tahrik dişlisine taşlıyoruz (veya ince zımpara kağıdıyla işliyoruz), böylece yatağın iç halkası kayar bir şekilde takılıyor. Arka yatağın iç bileziğini seperatör ve makaralar ile imal edilen armatürün üzerine takıyoruz ve armatürü karter içine yerleştiriyoruz. Daha sonra kafes ve makaralar ile ön yatağın iç bileziğini ve tahrik dişlisi flanşını takıyoruz. Yatak makaralarının doğru montajı için dişliyi flanştan çevirerek, flanş tespit somununu 7,9–9,8 N.m (0,8–1,0 kgf.m) torkla sıkın.
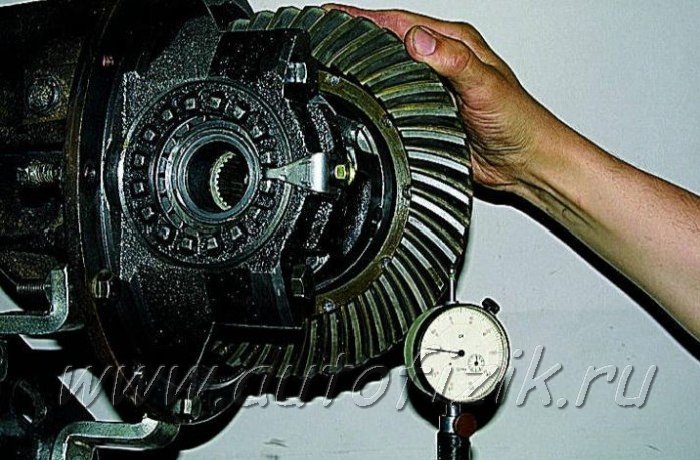
Krank karterini, bağlantı düzlemi yatay olacak şekilde tezgah üzerine sabitliyoruz. Yatak cetvelinin dokunuşunun hat boyunca gerçekleşmesi için kenarlı yatak yatağına kavisli bir cetvel yerleştiriyoruz.
Düz prob seti ile cetvel ve fikstür plakası arasındaki boşluğun boyutunu belirliyoruz.
Ayar halkasının kalınlığı, boşluk ile yeni dişlinin nominal konumundan sapma arasındaki farkla belirlenir (sapma işareti dikkate alınarak).
Nominal konumdan sapmanın işareti (artı veya eksi işaretleri olan bir milimetrenin yüzde biri cinsinden) pinyon şaftının konik kısmına uygulanır.
Örneğin, ölçülen boşluk 2,90 mm'dir ve dişli, nominal konumundan -15'lik bir sapma ile işaretlenmiştir. Sapmayı milimetreye çevirin: -15 x 0.01 = -0.15.
Ayar halkasının gerekli kalınlığı: 2,90 - (-0,15) = 3,05 mm olacaktır.
Yeni tahrik dişlisine gerekli kalınlıktaki ayar halkasını takıyoruz. Cihazı şanzıman mahfazasından çıkarıyoruz ve ön ve arka yatakların iç halkalarını ayırıcılar ve makaralarla çıkarıyoruz.
Uygun bir boru parçası ile yeni tahrik dişlisine bir kafes ve makaralar ile arka yatağın iç bileziğine bastırıyoruz.
Tahrik dişlisini dişli kutusu muhafazasına yerleştiriyoruz. Yeni bir ara parça manşonu, bir ayırıcı ve makaralı ön yatağın iç halkası ve bir yağ deflektörü takıyoruz. Yeni yağ keçesinin çalışma kenarını Litol-24 gres ile yağladıktan sonra, karter yuvasına bastırıyoruz. Tahrik dişlisi flanşını takın.
Flanşı kilitledikten sonra, sabitleme somununu bir tork anahtarıyla 118 N.m (12 kgf.m) anına kadar kademeli olarak sıkın.
Tahrik dişli yataklarının ön yükü bir dinamometre tarafından kontrol edilir.
... tahrik dişlisinin dönüşüne karşı yatakların direnç momentini periyodik olarak kontrol edin.
Dönme direnci momenti 157 N.cm'den (16 kgf.cm) daha az olduğu ortaya çıkarsa - yeni rulmanlar için ve 30 km'lik çalışmadan sonraki rulmanlar için - 39.2 N.cm'den (4 kgf.cm) az, sonra flanş tespit somununu sıkıyoruz, sıkma torkunu aşmayacak şekilde. Bundan sonra, tahrik dişlisinin dönme direnç anını tekrar kontrol ederiz.
Direnç momenti 197 N.cm'den (20 kgf.cm) - yeni rulmanlar için ve aşınmış rulmanlar için - 59,0 Ncm'den (6 kgf.cm) fazlaysa, o zaman ön yük rulmanlar aşıldı.
Bu durumda aşırı deforme olan ara parçayı yenisi ile değiştirip tekrar takıp ayarlamak gerekir.
Yataklı diferansiyel grubunu ve ayar somunlarını, yatakların dış halkaları ile temas edecek şekilde dişli kutusu gövdesine monte ediyoruz. Yatak kepi cıvatalarını gerekli torkla sıkın.
49.5 mm genişliğinde ve 3-4 mm kalınlığında çelik bir levhadan ayar somunlarını sıkmak için özel bir anahtar yapıyoruz.
Ana dişli dişlilerinin birbirine geçmesindeki yan boşluğun ayarlanması ve diferansiyel kutusunun yataklarının ön yükü aynı anda birkaç aşamada gerçekleştirilir.
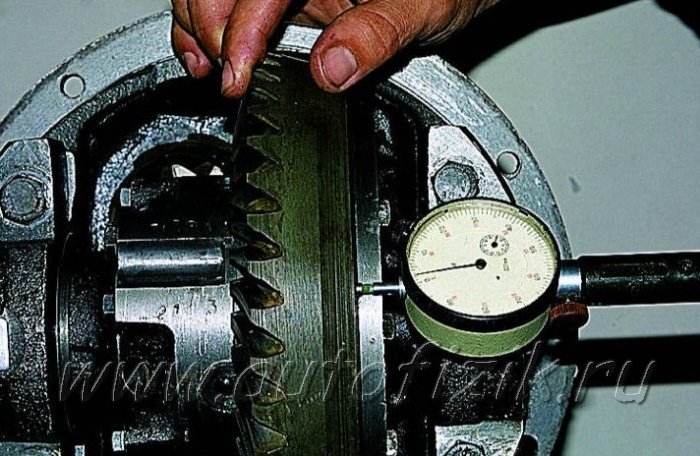
Bir kumpas ile yatak kapakları arasındaki mesafeyi ölçün.
Sol ayar somununu (tahrik dişlisinin yanında) nihai tahrik dişlilerinin iç içe geçmesindeki boşluk tamamen ortadan kalkana kadar sarıyoruz.
Sağdaki somunu durana kadar sarıyoruz ve somunun 1-2 dişi kadar sıkıyoruz.
Sol somunu sıkarak, nihai tahrik dişlilerinin iç içe geçmesinde 0,08-0,13 mm'lik gerekli yan boşluğu ayarladık.
Bu boşlukla, tahrik edilen dişliyi sallayarak, elin parmaklarıyla, dişlere hafif bir diş çarpması ile birlikte dişlilerin geçişinde minimum geri tepmeyi hissediyoruz.
Yatak kepi somunlarını sıkarken diferansiyel kutuları birbirinden uzaklaşır ve aralarındaki mesafe artar.
Diferansiyel kutusunun yataklarının ön yükünü ayarlamak için, kapaklar arasındaki mesafe 0,15-0,20 mm olana kadar yatakların her iki ayar somununu sırayla ve eşit olarak sıkın. Rulmanların ön yükünü ayarladıktan sonra, nihayet ana dişli dişlilerinin iç içe geçmesindeki değişmemesi gereken yan boşluğu kontrol ediyoruz. Bunun için,…
... tahrik dişlisini yavaşça üç tur döndürerek, parmaklarımızla her bir diş çiftinin birbirine geçmesindeki oyunu kontrol ediyoruz.
Bağlantıdaki boşluk gerekli olandan (0,08-0,13 mm) daha büyükse, ayar somunlarını çevirerek tahrik dişlisini tahrik dişlisine yaklaştırır veya boşluk daha küçükse uzaklaştırırız. Aynı anda ayarlanan rulman ön yükünü korumak için ayar somunlarından birini sıkarak diğerini aynı açıda gevşeterek tahrik dişlisini hareket ettiriyoruz.
Ayardan sonra ayar somunlarının kilitleme plakalarını takın ve cıvatalarla sabitleyin.
Niva ön aksının ayarlanması, her kalitede yollarda rahat ve sorunsuz hareket sağlayan temel işlemlerden biridir.
Ön aksın elemanlarını ayarlama ihtiyacı, VAZ 21214'ün çeşitli çalışma modlarında meydana gelen gürültü ve titreşimlerin varlığı ile değerlendirilir. Bu nedenle, koşullu akustik işaretler iki gruba ayrılabilir: • Kalıcı olarak kaydedilir;
• İçten yanmalı motor yardımıyla fren yapıldığında veya hızlandığında düzeltildi.
Seslerin doğası aşağıdakilere benzeyebilir: • Uluma (ana çiftin aşınması ve yıpranması); • Çıtırtı, "troleybüs" gürlemesi (şaft yataklarının, vidasız tahrik mili somununun, yarım aks yataklarının tahrip olması veya daralması, GP redüktörünün dişlilerinin yanlış ayarlanması); • Aralıklı "karıştırma" (fark yatağı).
Bu durumda teşhisin karmaşıklığı, arabanın diğer bileşenleri tarafından yayılan yabancı gürültünün bolluğunda yatmaktadır.
Ön aksta ayar çalışması yapmak için üretici özel çektirmeler, mandreller ve fikstürler sağlar. Bununla birlikte, sınırlı dağıtım ve yüksek maliyet nedeniyle, zamandan tasarruf ve ayar doğruluğu için arzu edilmesine rağmen, bunların varlığı gerekli değildir. RPM'nin ana bölümleri REM'in benzer unsurlarına karşılık geldiğinden, teknolojik boşluklar ile onarım işlemlerini gerçekleştirme prosedürü arasında bir yazışma vardır.
Ana aşamadan önce aşağıdakileri içeren hazırlık gelir: 1. Yağın RPM'den tahliye deliğinden boşaltılması;
Bununla okudular Sedyeyi mısır tarlasına koyduk, ayrıntılı talimatlar
2. 13'lük bir anahtarla kardan milinin bağlantısının kesilmesi
3. Sağ tekerlekten çekişin çıkarılması.
4. Sol taraftaki alt bilyalı mafsalın sökülmesi.
5. Kaldırma çatlakları süspansiyonu.
6. Durdurucuyu kullanarak dişli kutusunu sağdaki ve soldaki braketlerden çıkarın.
Bunu, dişli kutusunun sökülmesi, yüzeylerin kir ve yağdan tamamen temizlenmesi, bileşenlerin sorun giderme takip eder.
İşlem için orijinal A.95690, mandrel A.70184 veya çizime göre yapılmış bir muadili kullanılır.
Karterin çiftleşme düzlemi, yatay bir pozisyon alacak şekilde yerleştirilmiştir. Daha sonra yatak yatağına kesinlikle düz bir metal çubuk monte edilir. Çubuk ile mandrel arasındaki mesafe, setten çubuğun altındaki boşluğa 0,05'lik artışlarla ayar halkaları yerleştirilerek ölçülür. Ölçülen değer (krank gövdesi tabanı), tahrik dişlisine damgalanmış düzeltme ile tutarlıdır. Düzeneği yeniden monte ederken, yeniden onarımı önlemek için standart ara parçasının çıkarılması önerilir.Bunun yerine, 48 mm uzunluğunda deforme olmayan bir çelik manşon uygundur (bir kenar boşluğu ile, gerekirse kısaltın).
Tornalama sırasında parçalar, dişliyi döndürürken kuvveti kontrol eder (157–196 N cm olmalıdır), kilometreli rulmanlar için 39,2–58,8 N cm'lik bir moment geçerlidir. 02.7812.9501 markalı dinamometre kullanımı isteğe bağlıdır.
Kabul edilebilir doğruluk, ev çelik bahçesi sağlayacaktır. Bununla çalışırken 1 m uzunluğundaki ipin bir ucu flanşın etrafına sarılmalı, diğer ucu kantarlara sabitlenmelidir. Cihazı dik yönde çekerek dönme momentini sabitleyiniz. Bu nedenle, yeni rulmanlar 7-9 kg ve kilometre - 2-3 kg sağlamalıdır.
Bu okuma ile şanzıman ön ve arka akslarının onarımı ve ayarlanması
İşlem, destek rondelalarının eskisinden daha kalın olan yenileriyle değiştirilmesini içerir. 1,8-2,1 mm içinde 0,05 mm'lik artışlarla seçilebilecek 7 boyut vardır. Pulların malzemesi bronz veya çeliktir. Bu durumda, dişliler sıkıca monte edilir, ancak manuel olarak dönme olasılığı vardır.
Talimatlara uygun olarak, yatakların yan boşluğu ve ön yükü A.95688 / R aleti kullanılarak ayarlanır.
Yokluğunda, uygun boyutta bir kumpas belirtilen rolü yerine getirecektir.
Gerekli ön yükü sağlamak için, sıkmanın başında ve sonunda yatak keplerine göre mesafeyi sabitleyin. Değerler arasında gerekli fark 0,2 mm'dir.
Yan boşluk, tahrik edilen dişli kaybolana kadar öndeki vitese getirilerek ayarlanır. Başlangıçta somunlardan biri serbest konumda, diğeri (çalışan) sıkılır. Boşluğu ortadan kaldırdıktan sonra, yemli somunu kumpasın çeneleri 0,1 mm birbirinden ayrılana kadar kademeli olarak sıkın. Dişlerde hafif bir darbe olduğunda boşluk ayarı durur. Ayrıca, her iki somun da 0,2 mm'lik bir mesafeye eşit olarak sıkılır. Yapılan işin doğruluğu, dişlilerin herhangi bir konumunda düzgün bir geri tepme ile kanıtlanır.

Arka aks yatakları, yan boşluk ve ana çiftin birbirine geçmesindeki temas yamasının konumu fabrikada ayarlanır ve kural olarak çalışma sırasında ayar gerektirmezler. Ayarlamaları, yalnızca köprü yeniden inşa edildikten ve parçalar değiştirildikten sonra ve ayrıca yataklar aşındığında gereklidir. Diş aşınması nedeniyle artan ana dişli çarkındaki yan boşluk, ayar ile azalmaz, çünkü bu, viteste bozulmaya ve bunun sonucunda arka aks gürültüsünün artmasına veya diş kırılmasına neden olur. Konik yataklardaki boşluk, tahrik edilen ve tahrik edilen dişlilerin göreceli konumunu bozmadan ortadan kaldırılır.
Pinyon yatağı ön yük ayarı
Yatakları ayarlama ihtiyacı, tahrik dişlisinin eksenel boşluğunun varlığı ile belirlenebilir. Eksenel boşluk, flanş eksenel yönde hareket ettirildiğinde bölme değeri 0,01 mm'den fazla olmayan bir gösterge kullanılarak kardan milinin bağlantısı kesildiğinde ölçülür. Bu durumda gösterge ayağı, tahrik dişlisinin eksenine paralel flanşın ucuna dayanmalıdır.
Pirinç. 5.32. Ayrı bir şanzımana sahip banjo tipi kirişli arka aks (orta kısım): 1 - somun; 2 - tahrik dişlisi flanşı; 3 - manşet; 4, 6, 11 - yataklar; 5 - halka; 7 - ayar halkası; 8 - şanzıman muhafazası; 9 - tahrik dişlisi; 10 - diferansiyel; 12 - aks mili; 13 - conta; 14 - kilitleme plakası; 15 - karter; 16 - diferansiyel yatak somunu; 17 - diferansiyel yatak kapağı; 18 - yağ doldurma tapası; 19 - tahrikli dişli; 20 - havalandırma
Ayar aşağıdaki gibi yapılmalıdır:
- somunu 1 sökün ve sökün, flanşı 2, salmastra kutusunu 3 ve yatağın 4 iç halkasını çıkarın;
- ayar halkasını 5, kalınlığı eksenel boşluğun değeri artı 1000 km'den daha kısa bir araç için 0,05 mm veya bir araç için 0,01 mm ile değiştirilecek olandan daha az olması gereken yenisiyle değiştirin. 10.000 km'den fazla araç yolu;
- yatağın iç halkasını, yeni bir yağ keçesini, flanşı yerine yerleştirin ve somunu 160-200 N·m (16-20 kgf·m) torkla sıkın, ardından tahrik dişlisinin dönüş kolaylığını kontrol edin. Tahrik dişlisini döndürmek için ayardan öncekinden daha fazla kuvvet gerekiyorsa, kalınlığı 0,01-0,02 mm artırılarak ayar halkasının değiştirilmesi gerekir.
Rulman ön yükünü ayarladıktan sonra, somundaki yuva kopilya deliği ile çakışana kadar somunu 160–200 N·m (16-20 kgf·m) torkla sıkmak gerekir. Somun sadece çatal pimin deliği ile somunun yuvasına uyacak şekilde sıkılmalıdır, aksi takdirde yetersiz sıkma nedeniyle dış yatağın iç bileziği dönebilir, ayar halkasını aşındırabilir ve sonuç olarak rulmanların eksenel oynaması. Flanş somununu sıkarken, makaraları yataklara doğru şekilde takmak için tahrik dişlisini döndürmek gerekir.
Ayarlamadan sonra, arabayı 60-70 km/s hızla 20-30 dakika sürdükten sonra yatakların ısınmasını kontrol etmek gerekir. Bu durumda, karter boynunun ısınması 95 ° C'yi geçmemelidir (boyun üzerine düşen su kaynamamalıdır). Aşırı ısınma durumunda, ön yük azaltılmalıdır.
Tahrik dişlisi ve nihai tahrik dişlisinin yataklarını değiştirirken ön yükü ayarlamak için aşağıdakileri yapın:
- ayar halkasını 7 seçerek (bkz. Şekil 5.32), boyut (109.5 ± 0.02) mm sağlayarak tahrik dişlisinin konumunu ayarlamak gerekir - yan dişlilerin ortak ekseni ile uç yüzü arasındaki mesafe ayar halkasına 7 bitişik tahrik dişlisi;
– Ayar halkasını 5 seçerek, tahrik dişlisi yataklarının ön yükünü ayarlayın. Uygun ayar ile, tahrik dişlisinin dönmeye karşı direnç momenti, yeni rulmanlar için 150–200 N•m (15–10 kgf cm) veya kullanılmış rulmanlar için 70–100 N•m (7–10 kgf cm) aralığında olmalıdır. rulmanlar. Rulmanların dönmeye karşı direnç momenti normal aralıkta ise somunu sıkmak gerekir, aksi takdirde ayar tekrarlanmalıdır. Bu durumda, dönmeye direnç momenti gerekenden daha az olduğu ortaya çıkarsa, ayar halkasının kalınlığını azaltmak ve daha fazlaysa daha kalın bir halka seçmek gerekir.
Rulmanların ön yükünü ayarladıktan sonra, diferansiyel grubunu aksa takmak ve diferansiyel yataklarının ön yükünü ve nihai tahrik dişlilerinin kavramasındaki boşluğu ayarlamak gerekir.
Dişlilerin ve nihai tahrikin birbirine geçmesinde diferansiyel yatak ön yükünün ve geri tepmenin ayarlanması
Rulman değiştirmeden ayar.
Rulmanları ayarlamak için:
- aks millerini, karter kapağını ve kapak contasını çıkarın (tek parça arka aks için);
- aks millerini çıkarın ve şanzımanı aks muhafazasından çıkarın (banjo tipi kirişli arka aks için);
Pirinç. 5.33. Diferansiyel yataklarındaki eksenel boşluğun kontrol edilmesi (banjo kiriş aksı)
Arabanın arka aksı, uçlarına flanşların aks mili yatakları için yuvalar ve fren kalkanlarını takmak için delikler ile kaynaklandığı içi boş bir kiriş şeklinde yapılır. Ortada, kirişe diferansiyelli bir ana dişli kutusu cıvatalanır ve flanşların yanından, dişli kutusundan arka tekerleklere tork ileten iki yarım eksen kirişe yerleştirilir.
Ana dişli hipoiddir, dişlileri gürültü ve temas için eşleştirilmiştir, bu nedenle yalnızca montaj olarak değiştirilebilirler (çift işareti - 2106).
Nihai tahrikin tahrik dişlisi, mil (şaft) ile bütünleşik yapılır ve dişli kutusunun boynuna iki konik yatak üzerine monte edilir. Rulmanların dış halkaları boyun yuvalarına bastırılır ve iç halkalar şaftın üzerine geçirilir. İç halkalar arasına bir ara parça manşonu yerleştirilmiştir; şaft somunu sıkıldığında, manşon deforme olur ve sabit bir yatak ön yükü sağlar.Yatak ön yükü, tahrik dişlisinin dönme momenti ile kontrol edilir (diğer parçalar takılı değildir). Yeni rulmanlar için, dönüş torku 157-197 Nm, 30 km veya daha uzun bir çalışmadan sonraki rulmanlar için - 39,2-59,0 Nm olmalıdır. Bu durumda, şaft somunu, tahrik dişlisinin dönüşünü periyodik olarak kontrol ederek 118-255 Nm'lik bir torkla sıkılır. Belirtilen dönüş torkuna ulaşılmışsa ve somunun sıkma torku 118 Nm'den azsa, eskisi çok deforme olduğundan ara manşon yenisiyle değiştirilmelidir. Dönme torku izin verilenden daha yüksek olduğunda (sıkma sırasındaki dikkatsizlik nedeniyle) burcun değiştirilmesi de gereklidir.
Ana çift veya pinyon yatakları değiştirilirse, pulun kalınlığı yeniden seçilmelidir. Tahrik dişlisi ile büyük yatağın iç halkası arasındaki mile monte edilir.
Nihai tahrik dişlisi, pulsuz özel cıvatalarla diferansiyel kutusu flanşına bağlanmıştır. Bu cıvatalar başkaları ile değiştirilemez. Diferansiyel kutusu iki konik yatakta döner. Ön yükleri ve ayrıca ana dişli dişlilerinin dişleri arasındaki boşluk, ayrık yatak yataklarına sarılmış somunlarla düzenlenir. Yan dişliler, diferansiyel kutusunun silindirik yuvalarına takılır ve destek rondelaları aracılığıyla bunun üzerine oturur. Bu rondelalar, uyduların dişleri ile yan dişliler arasındaki boşluk 0 - 0,1 mm arasında olacak şekilde kalınlıkta seçilir. Uydular, yan dişlilerle sürekli iç içe geçen akslara monte edilmiştir. Sürtünen yüzeylere yağ beslemesi için eksen üzerinde spiral oluklar yapılmıştır.
Bir uçtaki aks mili, arka aks kirişinin yuvasına monte edilmiş tek sıralı bir bilyalı yatağa dayanır ve diğer (kamalı) uç, yan dişliye girer. Yatağın iç halkası, sıkı geçmeli (büzüşmeli geçme) takılmış bir kilitleme halkası ile aks miline sabitlenmiştir. Yatağın dış halkası, yağ deflektörü ve fren kalkanı ile birlikte arka aks kirişine dört cıvata ve somun ile sabitlenen bir plaka ile sabitlenir.
Arka aks muhafazasına 1,3 litre dişli yağı dökülür (neredeyse doldurma deliğinin alt kenarına kadar). Kirişten gelen yarı eksenlerin çıkışları rakorlarla kapatılmıştır. Yağ keçeleri sızdırıyorsa, yağ, yağ deflektöründen fren siperinin dışına boşaltılır - böylece fren balatalarına bulaşmaz. Redüktörün boynuna takılan salmastra kutusu flanş yüzeyinde çalışır. Yatak ve flanş arasına bir yağ deflektörü yerleştirilmiştir. Kendiliğinden kilitlenen flanş tespit somununun altından yağ sızıntısı (aynı somun, yatak ön yükünü ayarlar), sıkılığının zayıfladığını gösterir. Aracı gevşek bir şanzıman somunu ile çalıştırmak şanzımanın hasar görmesine neden olabilir.
Arka aks muhafazasının içindeki ve dışındaki basıncı eşitlemek için, vites kutusunun üzerindeki arka aks kirişinde bir havalandırma bulunur. Her bakımda havalandırma kapağının sıkışmadığını kontrol ediniz.
Tüm dişli bağlantıların sıkılığını kontrol ediyoruz ve gerekirse sıkıyoruz. Havalandırma kapağı kirden arındırılmış ve dönebilir durumda olmalıdır. Ellerimizle asılı tekerleğin ekseni boyunca yaklaşık 10 kgf'lik bir kuvvet uyguluyoruz ve aks boşluğunun varlığını tespit ediyoruz. 0,7 mm'den fazla olmamasına izin verilir. Bu test sırasında park freni indirilmelidir. Ana dişlinin ön yatağının manşetinin altından hafif bir yağ sızıntısına (terleme) izin verilir, ancak dişli kutusu ve ana dişlinin üzerindeki arabanın altı aşırı derecede yağlanırsa, manşet değiştirilmelidir.
Arka akstaki gürültüyü ve buna bağlı olarak onarım ihtiyacını belirlemek için aşağıdaki testlerin sonuçlarını kullanabilirsiniz.
1. deneme Arabayı düz bir yolda 20 ila 90 km / s hızla sorunsuz bir şekilde hızlandırıyoruz. Aynı zamanda, gürültüyü dinliyoruz ve ortaya çıkıp kaybolduğu hızı fark ediyoruz."Gaz" pedalını bırakıyoruz ve arabayı motor freni modunda dinliyoruz. Genellikle gürültü, hem hızlanırken hem de yavaşlarken aynı hızlarda açılır ve kapanır.
2. deneme Arabayı 100 km / s hıza çıkarıyoruz, vites kolunu boşa alıyoruz, kontağı kapatıyoruz ve serbestçe durmak için yuvarlanıyoruz. Aynı zamanda, çeşitli yavaşlama oranlarında gürültünün yapısını izliyoruz.
İlk versiyonda şanzımanı motorun oluşturduğu yük altında hızlanma ve yavaşlama modunda test ettik. İkincisinde - onsuz. Ses sadece ilk test sırasında mevcutsa, bunun nedeni dişli kutusunun dişlileri, tahrik dişlisinin yatakları veya diferansiyel olabilir. Gürültü her iki durumda da ortaya çıkıyorsa, kaynağı başka yerde aranmalıdır.
Test 3. Vites kolunu boş konuma getirdik, motoru çalıştırdık ve krank milinin hızını kademeli olarak artırdık. Ortaya çıkan sesleri daha önce görülenlerle karşılaştırın. İlk testteki seslere benziyorlarsa bu, şanzımandan gelmediklerini gösterir.
4. deneme İlk test sırasında bulunan ve sonraki testlerde mevcut olmayan gürültüler dişli kutusundan kaynaklanır. Onaylamak için arka tekerlekleri kaldırıyoruz, motoru çalıştırıyoruz ve dördüncü vitesi açıyoruz. Gürültünün gerçekten diğer bileşenlerden veya parçalardan değil, dişli kutusundan geldiğinden emin oluruz.
NIVA'daki (VAZ 2131, VAZ 2121) arka aks dişli kutusunu kendi ellerimizle nasıl hızlı bir şekilde çıkaracağımızı göstereceğiz. Bu makinede dişli kutusu kaynağını tüketti ve kullanılamaz hale geldi, değiştirilmesi gerekiyor. Tekerlekleri döndürerek başlayalım. Yağı 12 altıgenle boşaltmak için alt tapayı söküyoruz:
Yağı boşaltın. Kardan milini, 4 anahtar teslim somunu 13'e kadar söküyoruz, somunları söküyoruz, cıvataları çıkarıyoruz, kardanı ileri doğru hareket ettirip çıkarıyoruz:
Fren kampanalarını sökmeye başlıyoruz, burada diş 8, oradaki cıvataları sıkabilir ve ellerinizle çıkarmak zorsa kampanayı aks milinden uzağa itebilirsiniz:
4 somunun arkasındaki “fren mekanizmasını” 17 anahtarla söküyoruz:
Bilenmiş şapkalı cıvatalar kaymazlar, bu nedenle somunları güvenli bir şekilde çevirebilirsiniz, ancak halka anahtarı takmak elverişsiz olacaktır.
Bir kuplör ile, fren borusunu çıkarmamak için fren siperini yaya çektik, bundan sonra aks milini çıkardık:
İçeride, sızdıran bir yağ keçesi bulundu, değiştireceğiz. Şanzımanın kendisi 12 için başın altına 8 cıvata ile sabitlenir, onları sökeriz, aynı zamanda bir tornavida yardımıyla biraz “döveriz” sızdırmazlık maddesine oturur. Şanzıman çıkarıldı, tamir edebilir veya yenisini takabilirsiniz.
Bir NIVA arabasında arka aks dişli kutusunun videodan çıkarılması:
Yedek video, Niva'da arka aks dişli kutusunun nasıl çıkarılacağı: